In response to the surging hyperinflation of global iridium prices, MATCOR is instituting, effective February 1st, a temporary surcharge on the price of all our MMO anode products.
The surcharge is necessary to offset the significant increases in MMO coated materials, specifically iridium.
The surcharge varies depending on the product and its MMO cost component and will be shown as a separate line item in our material proposals.
Learn more about the iridium pricing surge at the link below.
Additionally, MATCOR is reducing our quote validity dates to two weeks and stipulating that the price validity is based on the price of Iridium remaining below 4500/oz. Should the price of Iridium exceed 4500/oz, MATCOR will review and confirm validity of the pricing at time of order placement.
We regret that these measures must be taken, but these are extraordinary times. MATCOR is committed to working with you to minimize the cost impact of the global iridium price surge.
This includes reviewing your project needs and evaluating alternate anode solutions.
Please contact us with any questions or to review existing quotes or alternatives for your upcoming cathodic protection projects.
Surging Iridium prices have shocked the cathodic protection industry. We have put together the following FAQs to explain what iridium is and how it is used in cathodic protection materials.
What is Iridium?
Iridium is a rare earth metal that is, as the name implies, quite rare. It is considered part of the Platinum Group of metals as it is found as a trace element in the extraction of platinum. It is the second densest, and the most highly corrosion-resistant of all metals.
How is iridium used in cathodic protection?
It is the primary active element for all Mixed Metal Oxide (MMO) anode coatings used in oxygenated environments which include coke, soil, mud, fresh water – basically anything but seawater which is a chlorinated environment.
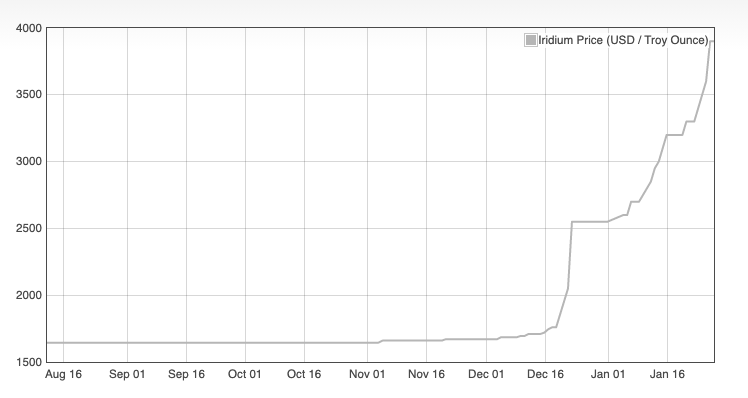
How expensive is iridium?
Up until a few weeks ago, Iridium prices were generally stable throughout 2020 in the range of $1500 to $1700 per ounce. In mid-December the price of Iridium skyrocketed over 200% in the space of a few short weeks. This hyperinflation in the cost of Iridium has caught the CP industry by surprise, and MMO anode suppliers are being forced to dramatically raise prices because of the significant additional costs of Iridium Oxide used as the active catalytic element. SOURCE: dailymetalprice.com
Why is the price of iridium skyrocketing?
There are a couple of factors that have created this pricing crisis. First, most of the world’s Iridium comes from a few Platinum mines in South Africa, and with the global pandemic having recently hit South Africa very hard with a new and more virulent strain of Covid-19, the mining output has diminished significantly. We hope this is a short-term supply issue. The second factor has to do with the European Union announcing a major investment in Hydrogen as a green fuel for electrical generation. A new membrane technology (PEM) uses iridium as a catalyst to generate hydrogen. The announcement led to several speculators buying up Iridium supplies and driving the price up.
What happens next and how long will this last?
It is impossible to predict how high the price of Iridium will rise before reaching a peak, how long the pricing remains at these elevated levels, and what the stable price in the future might be for Iridium. What is certain is that the supply of Iridium will adjust as the mines in South Africa go back to production and as the elevated price leads to more supply being developed to meet the demand. Historically the supply of Iridium has always been available to meet the demand and when that equilibrium is restored, we can expect the price to drop and stabilize.
What is MATCOR doing to address this issue?
MATCOR is applying a surcharge on all MMO Anode products effective February 1st. We will continue to monitor the MMO situation and work with our suppliers to maintain our supplies and contain our costs as best we can. We hope that this is a temporary situation that will resolve itself in the next several months.
Are there alternatives for cathodic protection that do not utilize iridium?
We still believe that MMO anodes remain the best anode material when considering the outstanding track record of this anode, its dimensionally stable properties, and its long service life. However, MATCOR can also supply conventional anodes including high silicon cast iron and graphite anodes. We are also evaluating Platinum anodes which were the original dimensionally stable catalytic anode before the advent of MMO, although platinum has its limitations and is simply not as robust an anode material. If you have further questions please feel free to contact your local MATCOR sales representative or visit our website and submit your question there
Cheap and abundant Marcellus Shale gas derived from US fracking technology helps to drive competitiveness for a wide range of industries in the United States. This is especially true for the US Steel industry, and MATCOR’s recent project in Western Pennsylvania in the rolling hills of the Monongahela Valley is a great example of this.
Nestled on a hilltop 250 feet above the valley is US Steel’s Mon Valley Works–Irvin Plant. This hot strip mill in the Pittsburgh West Mifflin suburbs first opened in 1938. The hilltop site required more than 4.4 million cubic yards of earth to be moved, more than any other project other than the Panama Canal. In May of 2019, US Steel announced plans to invest $1 billion dollars at the site to expand it and to build a cogeneration power facility expected to be operational by 2022.
MATCOR was selected by US Steel to install, commission and test an impressed current cathodic protection system to protect the critical coke oven gas (COG) product pipelines mixed at the West Mifflin COG facility. The coke oven gas is a mixture of commercial natural gas and recovered waste coke gas. This blending of natural gas with recovered gas reduces costs and improves US Steel’s energy efficiency. The pipeline, affectionately called the Green Monster, traverses the valley feeding various facilities. Mostly above grade, the pipeline goes below grade in numerous locations.
MATCOR’s MMP 3605 mixed metal oxide based canister anodes were selected as the new cathodic protection system anodes to protect the buried piping. Fifteen anodes were installed in individual 20-foot depth augered holes and connected to a #2 HMWPE buried header cable requiring approximately 1500 linear feet of trenching. The project included site specific safety training, regular coordination with site personnel and site restoration (seed, straw and fertilizer) after completion of the installation.
The project was a tremendous success and MATCOR is proud to have been able to partner with US Steel for their buried pipe corrosion protection.
Have questions or need a quote for cathodic protection materials or services? Contact us at the link below. For immediate assistance, please call +1-215-348-2974.
MATCOR’s proprietary deep anode system is a cost-effective approach to installing deep anodes.
Recently a customer asked MATCOR to bid the installation of multiple deep anode systems, each consisting of 15 high silicon cast iron anodes to be installed in 350-ft. deep holes. MATCOR provided an alternate proposal based on our proprietary Durammo® system.
Durammo® Deep Anode System
2 Major Benefits of Durammo
It eliminates the need for a junction box
It requires a lot less cable due to its being a continuous anode system with only two primary cables
Meaningful Cost Savings
When you are looking at 15 individual anodes with hundreds of feet of dual insulated HMWPE/Kynar® or Halar® (pick your preferred fluorinated polymer – they are very similar in their chemical resistance and are both suitable for deep anode installations), the cabling costs are significant as is the cost of a suitably sized junction box. Multiply these savings over several sites and it can lead to a meaningful costs savings over the typical conventional anode installation.
Our client took advantage of the cost savings for the Durammo and awarded MATCOR the installation work and used the cost savings to have MATCOR repair, replace and add additional test stations instead of paying for a lot of additional cable and junction boxes. The Durammo cost savings allowed the operator to expand the scope of work doing more with the monies budgeted on the project.
Talk to your MATCOR representative to see how the Durammo can allow you to get more done with your limited CP budget monies.
To get in touch with our team of experts for more information, to ask a question or get a quote, please click below. We will respond by phone or email within 24 hours. For immediate assistance, please call +1-215-348-2974.
Wait, I still have stuff that needs to be completed this year!
This is a sentiment that many of us feel. It’s been a crazy year the likes of which we have never seen before and hopefully we will not see again.
But before we turn the page on 2020, many of our clients have expressed to MATCOR that they still have projects that were supposed to be completed in 2020—budgeted projects that still need to be completed this year. Between the lockdowns and the uncertainty over oil prices, too many projects were delayed or slow to get started. Now that we are several weeks into the fourth quarter and the weather is starting to turn, the working daylight hours are winnowing, the holidays are approaching, and the demand for cathodic protection installations is quickly filling up the available capacity in the market place. There are only so many hours left in this year.
MATCOR is here to help.
We are working as hard as we can to satisfy as many customers as possible with our remaining capacity, and we are also encouraging customers to consider getting an early start to their 2021 construction project schedule.
Typically, January and February are slow construction months. In part this is because of weather issues, but often it is a budget cycle issue – clients are still finalizing their budgets, project teams are just getting back from the holiday season, and bid packages are being developed to be issued in February or March for a lot of CP construction work. We expect 2021 will be a very busy year as owners and operators catch up on work that was pushed out, could not be completed in 2020, and begin to comply with new PHMSA Mega Rule requirements.
We encourage all customers to consider getting started early – MATCOR is available to work with you. If you have 2020 budget money but are not able to get the work completed in 2020, consider purchasing the materials with your 2020 monies and completing the installations in early 2021. MATCOR can work with you to procure and store the materials and to plan an early first quarter installation.
Contact your MATCOR representative at the link below to discuss options for work that has been delayed or that needs to be done quickly. We will do our best to support you.
Josh Johnston, MATCOR’s director of sales, wanted to share a recent conversion of a new customer to the growing list of satisfied Durammo Deep Anode System users. As Josh explained, “the Durammo is a salesman’s dream product. It offers our customers an innovative product that has an amazing track record. Its design makes it safer and easier to install because it comes preassembled ready to immediately lower down the hole.”
Durammo Deep Anode System Installation
A complete description of the Durammo deep anode system is available here.
As Josh continued, “The hardest part about selling the Durammo, is that it is different than what they have used and what others are offering. There is a certain leap of faith that we ask customers to take when trying something different. I can explain to them that it is less expensive, has a longer operating life, is safer and easier to install, that several thousands of these are installed across the country and around the world, some with more than 20 years in service. It all sounds great, but it is different. That is my job, to convince people to do something different.”
One such company is Enerfin Resources Company, a midstream company operating natural gas and crude oil field services assets in Oklahoma, Texas and Louisiana. MATCOR met with them in the Fall of 2019 and explained to the Enerfin team the benefits of the Durammo deep anode system. As Josh noted, “Enerfin was willing to try this “new to them” technology, based on the value we offered.”
In March, MATCOR installed three of the Durammo systems for Enerfin. Tony Gustin, Project Development & Construction Manager noted, “the installation of these systems was very professional and the factory assembled system dropped in place as easy as advertised. We are sold on this product and look forward to using MATCOR and the Durammo system on many future projects.”
If you are ready to try something better, but different for your next deep anode system project, contact MATCOR and we would be happy to help you take the next step.
Will your CP System dry out the sand bedding of your tanks?
A client recently raised the concern about the cathodic protection reaction causing a drying out of the sand under a large diameter above ground storage tank. This is a very interesting question. We recently developed a stoichiometric analysis to assess the cathodic protection carbon footprint of a deep anode system by calculating the amount of carbon dioxide produced. The same methodology can be used to assess the risk of drying out of the tank bottom.
Assumptions
For this analysis, let’s assume a typical 150 ft diameter above ground storage tank with a bare tank bottom and a 1-foot sand bed resting atop a non-permeable liner. Based on a common design criteria of 2 mA/ft2 of bare surface area, this tank would nominally require a total of 17.7 amperes of current.
How much water does a cathodic protection system consume?
For every 2 electrons generated, one H2O molecule is required. One amp-year is equal to 3.1536 x 107 amp seconds or coulombs. One Faraday or 96.487 coulombs is equal to one mole of electrons therefore, one amp-year is equal to 326.84 moles of electrons. With the 2 to 1 ratio of electrons to H2O molecules that means that for every mole of electrons, 0.50 moles of H2O are generated. H2O has a molar mass of 18.0 g/mol so for each amp year a total mass of 2,941.6 grams of H2O is generated – that is approximately 0.78 gallons of water per amp year.
For our 17.7 ampere, 150 ft diameter tank anode system, that would mean 13.8 gallons of water is consumed as part of the cathodic protection reaction each year. Assuming that there is no new water being added into the tank foundation (a perfect chime seal and a completely non-permeable liner), then over a 30-year operating life the CP system would consume a little more than 400 gallons of water. While that might seem like a lot of water consumption, what is the percentage of drying out that is occurring with the sand over that time frame?
Will the Tank Bottom Dry Out?
Well, typical sand has a bulk density of approximately 100 lb/cubic foot and the typical moisture content for commercial sand is between 2% and 6%. For purposes of this exercise, let’s assume that the moisture content is on the low end at 2%. This means that there are approximately 2 lbs of sand per cubic foot. A 150 ft diameter tank has 17,671 cubic feet of sand bedding which equates to 35,342 lbs of water or about 4,241 gallons of water. So, if no new water is added over the thirty-year operating life, the typical CP system will consume about 10% of the sand moisture for very dry sand.
Conclusion
Given our assumptions and calculations, it does not appear that significant sand drying will occur due to water consumption.
Another Consideration: Electro-osmotic Drying
This analysis does not consider the effect known as electro-osmosis. Electro-osmotic drying is a process that is used in the civil engineering world to dewater sludges by creating a DC electrical flow – the flow of electrons pulls polar water molecules away from the anode. For CP applications, this is generally not considered to have a significant impact except where there are very high current densities at the anode – for example some deep anode systems operating at very high output rates in certain soil formations. For tanks, this is not considered an issue.
If you have other technical questions, or for information on MATCOR’s above ground storage tank cathodic protection solutions, please contact us at the link below.
This article explores the carbon footprint of cathodic protection deep anode systems and compares it to that of a typical passenger car.
Deep Anode Systems
Deep Anode Systems are commonly used throughout the CP industry as a cost-effective means to discharge significant amounts of current to protect pipelines over long distances or large structures in a small area. One of the common components in a deep anode system design is the vent pipe.
Durammo® Deep Anode System
The deep anode system vent pipe serves two important related functions:
To prevent gas blockage that will impede the
operation of the anode system
Prevents the accumulation of chlorine
concentrations where chlorides are available
Both issues are directly related to the electro-chemical reactions that occur at the anode to coke backfill, and coke backfill to earth interfaces.
There are two basic types of anodes used in deep anode systems—conventional “massive” anodes, and dimensionally stable anodes.
The conventional “massive” anodes are those anodes that consume as part of the electro-chemical reaction and as such their mass is critical in determining the system’s performance life. The dimensionally stable anodes, typically Mixed Metal Oxide (MMO), are catalytic in nature and do not consume as part of the anodic reaction.
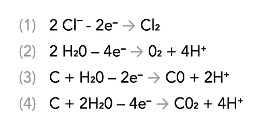
Cathodic Protection Reactions
The primary cathodic protection reactions all involve generating gas:
In a properly functioning deep anode system, the gases that occur from these reactions predominantly involve the coke backfill creating carbon monoxide and carbon dioxide. If chlorides are present, some percentage of chlorine gas will also be generated.
The Importance of Venting the Deep Anode System
The gases generated in the coke column typically do not rapidly diffuse into the earth around the coke column and thus will build up. These gases are not electrically conductive and once enough gas builds up around the anode, then the anode can no longer effectively discharge current—a phenomenon known as gas blockage. If Chlorides are present, the chlorine gas reacts with water to create hydrochloric and hypochlorous acids that can attack the cable insulation and cause permanent damage. This is why it is important to properly vent these gases that are a part of the electro-chemical reaction that must occur for CP to function.
MATCOR’s SuperVent™ deep anode venting system ships in a continuous piece.
What’s the Carbon Footprint?
Given that deep anode systems generate gas, an interesting, although not commonly asked question, is how much carbon dioxide a typical deep anode system generates—in other words, what is the carbon footprint of a deep anode cathodic protection system.
With a few worst-case assumptions and a little stoichiometric chemistry analysis we can answer this question. Assuming all the reactions are generating carbon dioxide and there is no oxygen generation, then for every 4 electrons generated, one CO2 molecule is generated.
One amp-year is equal to 3.1536 x 107 amp seconds or coulombs. One Faraday or 96.487 coulombs is equal to one mole of electrons, therefore, one amp-year is equal to 326.84 moles of electrons. With the 4 to 1 ratio of electrons to CO2, that means that for every mole of electrons, 0.25 moles of CO2 are generated. CO2 has a molar mass of 44.01 g/mol, so for each amp year a total mass of 3,596 grams of CO2 is generated.
For a nominal 50 amp anode system, that would mean a maximum generation of 180 kg of CO2 per year if CO2 was the only gas generated.
How much CO2 is 180 kg/year?
The EPA estimates that the typical passenger vehicle generates 4,600 kg of CO2 per year.
Therefore, your 50 amp deep anode system generates about 4%—or just 1/25th—of what a typical passenger car generates annually.
If you have other technical questions, or for information on MATCOR’s deep anode cathodic protection solutions, please contact us at the link below.
Impressed Current Sled Anode for Marine Structures
MATCOR is a leading manufacturer of impressed current sled anode systems and as such we tend to get asked a lot of questions about sled anodes. Here are some frequently asked questions:
Does it matter whether sled anodes are to be installed in seawater, brackish water or freshwater? What if the water salinity varies with the season or with tidal action?
These are two related questions, and both have to do with the conductivity (or resistivity which is merely the inverse of conductivity) of the water where the anodes will be located. The conductivity of the water plays a critical role in determining the overall system resistance and current output of the system. For freshwater locations, the relatively low water conductivity requires a significant quantity of anodes to keep the overall system resistance down. In those instances, a sled anode may not be the best design option as sled anodes are most cost effective in brackish or saltwater environments. For environments where the conductivity can vary seasonally or with the tides, such as estuaries or tidal river boundaries, special consideration may be required such as constant current or auto-potential controlled power supplies.
Why would we use impressed current sled anodes as opposed to galvanic anodes?
Depending on the application, there are compelling reasons for the use of each type of system. Galvanic anodes do not require an external power supply, are less subject to interference issues, and can be closely coupled directly to the structure. The impressed current sled anodes can greatly simplify installation, reduce overall costs, typically have a longer life, and can produce a lot more current from a lot fewer anodes. The choice of anode type is very much a site-specific consideration requiring a proper engineering evaluation during the design phase.
Are there any specific concerns with marine wildlife when evaluating cathodic protection systems?
Marine wildlife is generally unaffected by the presence of a cathodic protection system. Cathodic protection systems have been used in commercial aquariums and fish hatcheries without any impact on the marine life. At the structure, cathodic protection can result in a localized environment that reduces or inhibits the growth of barnacles while changes in the pH at the structure’s surface encourage the growth of calcareous deposits which reduce the current requirements and provide a form of protective coating for the steel structure.
The MATCOR sled anodes utilize a wooden base – are there any concerns with the deterioration of the wooden base releasing in chunks of wood that could damage intake structures?
We have not experienced any such problems – the wooden base is designed to sink into the mud along the sea floor and provide an anchor. Wood holds up very well in this environment; however, over time the wood will slowly become food for cellulose processing bacteria and eventually will slowly be degraded. This process is a natural process and occurs over a long period of time. There is no expectation that the wood base would break into pieces that could damage an intake structure. MATCOR can provide an inert non-metallic plastic base that would be like wood but not subject to natural biodegradation.
How do you protect the cabling from the Sled Anode back to the system rectifier?
MATCOR utilizes an HMWPE cable that has a very robust exterior jacket that is suitable for direct burial in soil or water environments. The cable is housed inside a 1” diameter flexible drilled PE pipe that provides mechanical protection for the cabling. We recommend the use of concrete weights to secure the cable along the seafloor. The drilled PE pipe holes facilitate the cabling sinking into the seafloor mud providing additional protection for the cabling.
What about dredging operations?
For locations that are subject to occasional periodic dredging operations every few years or so, MATCOR can provide a locator float and lifting lugs to allow for the anodes to be removed prior to dredging operations. If the frequency of the dredging operations is such that this would be a regular occurrence (multiple times per year), then consideration should be given to alternate designs that would not require anode removal on regular basis.
For information on MATCOR’s Sea-Bottom Marine Anode Sleds or for assistance with marine near shore cathodic protection system design, please contact us at the link below.
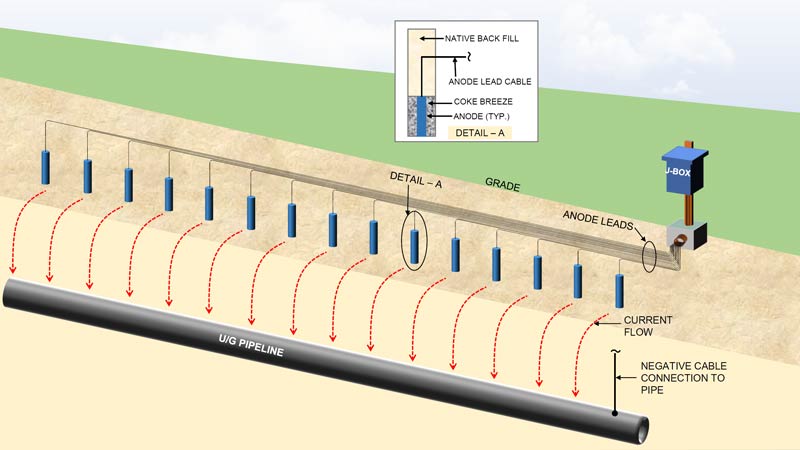
A common cathodic protection system approach is the use of a shallow horizontal anode bed. These are typically defined as an anode system consisting of a series of multiple individual anodes installed either vertically or horizontally at a depth of less than 15m (50ft) and connected to a single power source. These are particularly effective in areas where drilling deep anode beds is not feasible or practical.
The typical anode used in shallow anode bed applications is an impressed current anode. These can be high silicon cast iron, graphite anodes or mixed metal oxide tubular anodes. The anodes may be pre-packaged in a canister filled with coke backfill, or they can be installed in a vertically drilled/augured hole or a continuous horizontal trench with backfill installed around the bare anode. The anodes can be installed in parallel to a common header cable or can have individual leads all routed to a cathodic protection junction box and connected in parallel inside the junction box.
Shallow Horizontal Anode Bed with Individual Anodes
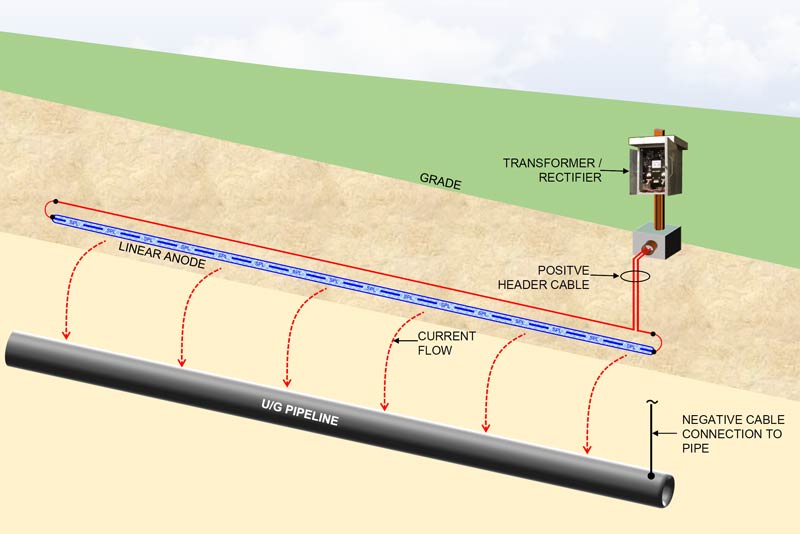
A New Approach: Continuous Linear Anodes
Another approach that is gaining acceptance in the corrosion industry is the use of a single continuous linear anode as an alternative to multiple individual discreet anodes that are field connected to form an anode bed. There are several advantages to using a single continuous linear anode to create a shallow horizontal anode bed:
Shallow Horizontal Anode Bed with a Single Linear Anode
Advantages of linear anodes for shallow horizontal anode beds
Ease of installation The use of a single continuous linear anode assembly can significantly reduce installation time by eliminating numerous field splice connections of multiple individual anodes to a header cable.
Reliability The entire linear anode assembly is factory manufactured and tested with internal factory connections that are more reliable than a field connection. The assembly is designed with an internal header cable for redundancy and can be manufactured with an integral external return header cable, eliminating all field splicing and connections.
HDD Installation The use of a linear anode for shallow anode bed design allows for the use of HDD (horizontal directional drilling) to install the continuous anode assembly. This can significantly minimize the installation footprint and greatly reduce installation time and costs. This also allows for a deeper installation to facilitate locations where surface activities such as deep tilling farming operations might preclude a shallower anode system installation.
Cost Effectiveness The use of linear anodes can be extremely cost effective, resulting in a much lower cost installation. This is especially true when considering the overall cost per amp year given the longer design life of mixed metal oxide based linear anode systems.
MATCOR has extensive experience designing and installing shallow horizontal anode beds, including the use of our HDD installation crews and state-of-the-art equipment to minimize surface impact in sensitive areas.
Contact us at the link below to find out if a linear anode cathodic protection system is right for your application.