Looking for a better tank cathodic protection system?
Find our article in the April 2020 Storage Terminals Magazine. “No More Gridlock—Take the Ring Route” is a comparison of grid anode systems vs concentric ring systems for tank bottom cathodic protection.
Cathodic Protection of the external tank bottom for large diameter above ground storage tanks has been adopted as good engineering practice around the world.
Unfortunately, many existing grid anode systems have experienced premature failures, resulting in excessive tank bottom corrosion and costly replacement.
A recent MATCOR article published in Storage Terminals Magazine provides an overview of these grid CP systems and an alternative concentric ring linear anode system (link to the full article below). Here are just a few key points:
Grid Tank Anode Systems
Consist of field assembled MMO ribbon anodes and titanium conductor bars
Require flawless design and installation
Subject to poor welding and other concerns
Failures can be catastrophic
Concentric Ring Linear Anode System
Factory assembled—no field cutting or splicing required
Easy, fast and reliable installation
Coke backfilled sock protects the anode
Redundant—each ring segment has two feeds
Long life compared to the grid systems of the 1990s
Josh Johnston, MATCOR’s director of sales, wanted to share a recent conversion of a new customer to the growing list of satisfied Durammo Deep Anode System users. As Josh explained, “the Durammo is a salesman’s dream product. It offers our customers an innovative product that has an amazing track record. Its design makes it safer and easier to install because it comes preassembled ready to immediately lower down the hole.”
Durammo Deep Anode System Installation
A complete description of the Durammo deep anode system is available here.
As Josh continued, “The hardest part about selling the Durammo, is that it is different than what they have used and what others are offering. There is a certain leap of faith that we ask customers to take when trying something different. I can explain to them that it is less expensive, has a longer operating life, is safer and easier to install, that several thousands of these are installed across the country and around the world, some with more than 20 years in service. It all sounds great, but it is different. That is my job, to convince people to do something different.”
One such company is Enerfin Resources Company, a midstream company operating natural gas and crude oil field services assets in Oklahoma, Texas and Louisiana. MATCOR met with them in the Fall of 2019 and explained to the Enerfin team the benefits of the Durammo deep anode system. As Josh noted, “Enerfin was willing to try this “new to them” technology, based on the value we offered.”
In March, MATCOR installed three of the Durammo systems for Enerfin. Tony Gustin, Project Development & Construction Manager noted, “the installation of these systems was very professional and the factory assembled system dropped in place as easy as advertised. We are sold on this product and look forward to using MATCOR and the Durammo system on many future projects.”
If you are ready to try something better, but different for your next deep anode system project, contact MATCOR and we would be happy to help you take the next step.
Will your CP System dry out the sand bedding of your tanks?
A client recently raised the concern about the cathodic protection reaction causing a drying out of the sand under a large diameter above ground storage tank. This is a very interesting question. We recently developed a stoichiometric analysis to assess the cathodic protection carbon footprint of a deep anode system by calculating the amount of carbon dioxide produced. The same methodology can be used to assess the risk of drying out of the tank bottom.
Assumptions
For this analysis, let’s assume a typical 150 ft diameter above ground storage tank with a bare tank bottom and a 1-foot sand bed resting atop a non-permeable liner. Based on a common design criteria of 2 mA/ft2 of bare surface area, this tank would nominally require a total of 17.7 amperes of current.
How much water does a cathodic protection system consume?
For every 2 electrons generated, one H2O molecule is required. One amp-year is equal to 3.1536 x 107 amp seconds or coulombs. One Faraday or 96.487 coulombs is equal to one mole of electrons therefore, one amp-year is equal to 326.84 moles of electrons. With the 2 to 1 ratio of electrons to H2O molecules that means that for every mole of electrons, 0.50 moles of H2O are generated. H2O has a molar mass of 18.0 g/mol so for each amp year a total mass of 2,941.6 grams of H2O is generated – that is approximately 0.78 gallons of water per amp year.
For our 17.7 ampere, 150 ft diameter tank anode system, that would mean 13.8 gallons of water is consumed as part of the cathodic protection reaction each year. Assuming that there is no new water being added into the tank foundation (a perfect chime seal and a completely non-permeable liner), then over a 30-year operating life the CP system would consume a little more than 400 gallons of water. While that might seem like a lot of water consumption, what is the percentage of drying out that is occurring with the sand over that time frame?
Will the Tank Bottom Dry Out?
Well, typical sand has a bulk density of approximately 100 lb/cubic foot and the typical moisture content for commercial sand is between 2% and 6%. For purposes of this exercise, let’s assume that the moisture content is on the low end at 2%. This means that there are approximately 2 lbs of sand per cubic foot. A 150 ft diameter tank has 17,671 cubic feet of sand bedding which equates to 35,342 lbs of water or about 4,241 gallons of water. So, if no new water is added over the thirty-year operating life, the typical CP system will consume about 10% of the sand moisture for very dry sand.
Conclusion
Given our assumptions and calculations, it does not appear that significant sand drying will occur due to water consumption.
Another Consideration: Electro-osmotic Drying
This analysis does not consider the effect known as electro-osmosis. Electro-osmotic drying is a process that is used in the civil engineering world to dewater sludges by creating a DC electrical flow – the flow of electrons pulls polar water molecules away from the anode. For CP applications, this is generally not considered to have a significant impact except where there are very high current densities at the anode – for example some deep anode systems operating at very high output rates in certain soil formations. For tanks, this is not considered an issue.
If you have other technical questions, or for information on MATCOR’s above ground storage tank cathodic protection solutions, please contact us at the link below.
This article explores the carbon footprint of cathodic protection deep anode systems and compares it to that of a typical passenger car.
Deep Anode Systems
Deep Anode Systems are commonly used throughout the CP industry as a cost-effective means to discharge significant amounts of current to protect pipelines over long distances or large structures in a small area. One of the common components in a deep anode system design is the vent pipe.
Durammo® Deep Anode System
The deep anode system vent pipe serves two important related functions:
To prevent gas blockage that will impede the
operation of the anode system
Prevents the accumulation of chlorine
concentrations where chlorides are available
Both issues are directly related to the electro-chemical reactions that occur at the anode to coke backfill, and coke backfill to earth interfaces.
There are two basic types of anodes used in deep anode systems—conventional “massive” anodes, and dimensionally stable anodes.
The conventional “massive” anodes are those anodes that consume as part of the electro-chemical reaction and as such their mass is critical in determining the system’s performance life. The dimensionally stable anodes, typically Mixed Metal Oxide (MMO), are catalytic in nature and do not consume as part of the anodic reaction.
Cathodic Protection Reactions
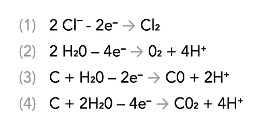
The primary cathodic protection reactions all involve generating gas:
In a properly functioning deep anode system, the gases that occur from these reactions predominantly involve the coke backfill creating carbon monoxide and carbon dioxide. If chlorides are present, some percentage of chlorine gas will also be generated.
The Importance of Venting the Deep Anode System
The gases generated in the coke column typically do not rapidly diffuse into the earth around the coke column and thus will build up. These gases are not electrically conductive and once enough gas builds up around the anode, then the anode can no longer effectively discharge current—a phenomenon known as gas blockage. If Chlorides are present, the chlorine gas reacts with water to create hydrochloric and hypochlorous acids that can attack the cable insulation and cause permanent damage. This is why it is important to properly vent these gases that are a part of the electro-chemical reaction that must occur for CP to function.
MATCOR’s SuperVent™ deep anode venting system ships in a continuous piece.
What’s the Carbon Footprint?
Given that deep anode systems generate gas, an interesting, although not commonly asked question, is how much carbon dioxide a typical deep anode system generates—in other words, what is the carbon footprint of a deep anode cathodic protection system.
With a few worst-case assumptions and a little stoichiometric chemistry analysis we can answer this question. Assuming all the reactions are generating carbon dioxide and there is no oxygen generation, then for every 4 electrons generated, one CO2 molecule is generated.
One amp-year is equal to 3.1536 x 107 amp seconds or coulombs. One Faraday or 96.487 coulombs is equal to one mole of electrons, therefore, one amp-year is equal to 326.84 moles of electrons. With the 4 to 1 ratio of electrons to CO2, that means that for every mole of electrons, 0.25 moles of CO2 are generated. CO2 has a molar mass of 44.01 g/mol, so for each amp year a total mass of 3,596 grams of CO2 is generated.
For a nominal 50 amp anode system, that would mean a maximum generation of 180 kg of CO2 per year if CO2 was the only gas generated.
How much CO2 is 180 kg/year?
The EPA estimates that the typical passenger vehicle generates 4,600 kg of CO2 per year.
Therefore, your 50 amp deep anode system generates about 4%—or just 1/25th—of what a typical passenger car generates annually.
If you have other technical questions, or for information on MATCOR’s deep anode cathodic protection solutions, please contact us at the link below.
AC Corrosion Implications for New and Existing Pipelines
AC corrosion is a threat for both new and existing pipelines.
AC inference can result in significant and rapid corrosion and is a threat that must be considered for both new and existing pipelines. NACE provides a detailed standard practice to specifically address the threat of AC corrosion; however, it is very important for corrosion professionals to understand the guidelines and their implication for pipeline design, monitoring and risk assessment.
Criteria for Control of AC Corrosion
Approved in December of 2017, NACE SP21424-2018-SG “Alternating Current Corrosion on Cathodically Protected Pipelines: Risk Assessment, Mitigation, and Monitoring” provides supplemental guidance for the control of corrosion for cathodically protected pipelines that are subject to influence from close proximity high voltage AC transmission systems. This standard practice expands significantly on the earlier standard SP0177 “Mitigation of Alternating Current and Lightning Effect on Metallic Structure and Corrosion Control Systems” and introduces new criteria for addressing AC Interference for cathodically protected pipelines.
The criteria detailed in Section 6 of SP21424 allow for two means of assuring that effective AC corrosion control has been achieved:
Document that the corrosion rate is less than the common benchmark for effective corrosion control of 0.025mm/y (1 mil per year). This can be achieved using weight loss coupons, corrosion rate probes or through in-line metal loss inspection tools—provided the inspection tool resolution is sufficient to detect small-diameter attacks such as AC corrosion. This approach is great for areas where AC corrosion risk is considered minimal. Essentially this says we don’t expect AC corrosion and we will demonstrate that AC corrosion is not occurring with a modest testing program. In those areas where AC corrosion can be reasonably anticipated; however, a second criteria is provided.
For areas where AC corrosion mitigation can be anticipated, the criteria for effective control is based on reducing the time weighted average AC current density below a specific threshold that varies depending on the DC cathodic protection current density as follows:
Where the DC current density is controlled to less than 1A/m2, the AC current density should be controlled to less than 100 A/m2
Where the DC current density is not controlled to less than 1A/m2, the AC current density should be controlled to less than 30 A/m2
This first criteria, much like the first criteria for
cathodic protection in SP0169-2013, allows for a prove-it type criteria based
on documenting that corrosion is not occurring.
The second criteria, unlike the criteria for cathodic protection, is not based on a measured potential, but is instead based on measuring current density on a time weighted basis. Not just one type of current density must be considered, but instead the criteria requires evaluation of the time weighted average of both AC and DC current densities.
Current Density vs. Polarization
While conventional criteria associated with control of corrosion through the application of cathodic protection is based on shifting potentials on the pipeline, the control of AC induced corrosion is based on limiting current density criteria on a time weighted basis. These requirements are quite different—and when AC corrosion control is a concern this will require a change in how pipelines are monitored, a shift in CP design philosophy in those areas where AC corrosion is a concern and some understanding of the impact of AC mitigation.
Pipeline Monitoring
Pipelines are typically designed to monitor polarization levels with the installation of test stations at frequent intervals to support measuring polarization levels at the test station and to facilitate continuous close interval polarization surveys. When AC corrosion is a threat, the monitoring provisions need to shift from providing connections to the pipeline for polarization measurements to the installation of coupon test stations to facilitate current density measurements.
CP System Design Philosophy
The primary concern with cathodic protection design is typically making sure that more than enough current is available to ensure minimum polarization levels (either 100mV shift or -850mV off potential) are met along the length of the pipeline. This often means the CP system is over-designed and overdriven—there is little cost associated with over-polarizing some segments of the pipeline to ensure that the entire pipeline meets the minimum requirements. If the pipeline does not meet criteria in some locations, the first step was to push more current over the entire system until those low potential sections also met the polarization criteria. Little consideration is given to concerns with areas receiving too much current.
However, when we overlay the concerns with AC induced corrosion and the desire to control the DC current density below 1A/m2 or face the requirement to mitigate to a much lower threshold for AC current density, it becomes a more challenging CP system design. Now the CP system designer must:
Understand the interaction between cathodic protection system design and its impact on AC mitigation requirements
Provide provisions to monitor (on a time-weighted basis) both AC and DC current densities
Give consideration to being able to intentionally control DC current densities in those AC corrosion risk corridors—this might require additional CP stations to reduce over-polarization, the strategic use of isolation devices to create DC current density control zones, and the use of auto-controlled rectifiers to vary current output to control DC current densities. Improving the control of DC current density can significantly reduce the amount of AC mitigation that might be required.
AC Mitigation
For existing pipelines, the AC mitigation requirements should be based on some actual data on the CP current density in specific areas of concern. Current densities are typically highest closer to a CP station and in areas of low soil resistance. Another factor that can impact current density is the quality of the coating. Poorly coated pipelines have more uniform and lower CP current densities while well coated pipelines may have higher localized current densities because of the small size and infrequent nature of the coating defects. For new pipelines, the AC mitigation designer should be careful to presume that the higher AC mitigation threshold based on controlling DC current density can be applied without consultation with the CP system designer to assure that the design provides for sufficient control of CP current density.
Coupons
Mobiltex Cathodic Protection Test Station Remote Monitoring Unit
The use of AC test stations with specific AC and DC current density coupons is necessary to ensure that localized conditions do not exist where AC corrosion risk is not properly being controlled. These coupon test stations should be equipped with remote monitoring to allow for data polling at regular intervals to allow for time-weighted averaging of the current density data. Mobiltex recently introduced a new series of Test Station RMUs specifically designed to be installed in a conventional cathodic protection test station. These remote monitoring units can record and transmit AC and DC current density information from AC coupon test stations.
The frequency and location of these coupon test stations is a design issue. It is critical to note that within areas subject to AC corrosion risk, coupon test stations should be installed at all significant “inflection” points where predictive modeling and/or AC mitigation design experience would dictate elevated risk including:
Entrance/exit points for HVAC / pipeline collocations
Low soil resistivity areas or areas with notable differential soil resistivity changes within the collocation
HVAC phase transpositions
Pipeline crossovers
Conclusions
The criteria for AC corrosion control are different than those typically associated with conventional cathodic protection to control corrosion. The requirements for monitoring both AC and DC current densities are interrelated and can have a significant impact on the AC mitigation requirements and on the cathodic protection system design and operation. Understanding this relationship between AC and DC current density and properly controlling each is critical to properly controlling AC corrosion risk.
For information on MATCOR’s AC mitigation solutions or for assistance setting up testing to prevent AC corrosion, please contact us at the link below.
Impressed Current Sled Anode for Marine Structures
MATCOR is a leading manufacturer of impressed current sled anode systems and as such we tend to get asked a lot of questions about sled anodes. Here are some frequently asked questions:
Does it matter whether sled anodes are to be installed in seawater, brackish water or freshwater? What if the water salinity varies with the season or with tidal action?
These are two related questions, and both have to do with the conductivity (or resistivity which is merely the inverse of conductivity) of the water where the anodes will be located. The conductivity of the water plays a critical role in determining the overall system resistance and current output of the system. For freshwater locations, the relatively low water conductivity requires a significant quantity of anodes to keep the overall system resistance down. In those instances, a sled anode may not be the best design option as sled anodes are most cost effective in brackish or saltwater environments. For environments where the conductivity can vary seasonally or with the tides, such as estuaries or tidal river boundaries, special consideration may be required such as constant current or auto-potential controlled power supplies.
Why would we use impressed current sled anodes as opposed to galvanic anodes?
Depending on the application, there are compelling reasons for the use of each type of system. Galvanic anodes do not require an external power supply, are less subject to interference issues, and can be closely coupled directly to the structure. The impressed current sled anodes can greatly simplify installation, reduce overall costs, typically have a longer life, and can produce a lot more current from a lot fewer anodes. The choice of anode type is very much a site-specific consideration requiring a proper engineering evaluation during the design phase.
Are there any specific concerns with marine wildlife when evaluating cathodic protection systems?
Marine wildlife is generally unaffected by the presence of a cathodic protection system. Cathodic protection systems have been used in commercial aquariums and fish hatcheries without any impact on the marine life. At the structure, cathodic protection can result in a localized environment that reduces or inhibits the growth of barnacles while changes in the pH at the structure’s surface encourage the growth of calcareous deposits which reduce the current requirements and provide a form of protective coating for the steel structure.
The MATCOR sled anodes utilize a wooden base – are there any concerns with the deterioration of the wooden base releasing in chunks of wood that could damage intake structures?
We have not experienced any such problems – the wooden base is designed to sink into the mud along the sea floor and provide an anchor. Wood holds up very well in this environment; however, over time the wood will slowly become food for cellulose processing bacteria and eventually will slowly be degraded. This process is a natural process and occurs over a long period of time. There is no expectation that the wood base would break into pieces that could damage an intake structure. MATCOR can provide an inert non-metallic plastic base that would be like wood but not subject to natural biodegradation.
How do you protect the cabling from the Sled Anode back to the system rectifier?
MATCOR utilizes an HMWPE cable that has a very robust exterior jacket that is suitable for direct burial in soil or water environments. The cable is housed inside a 1” diameter flexible drilled PE pipe that provides mechanical protection for the cabling. We recommend the use of concrete weights to secure the cable along the seafloor. The drilled PE pipe holes facilitate the cabling sinking into the seafloor mud providing additional protection for the cabling.
What about dredging operations?
For locations that are subject to occasional periodic dredging operations every few years or so, MATCOR can provide a locator float and lifting lugs to allow for the anodes to be removed prior to dredging operations. If the frequency of the dredging operations is such that this would be a regular occurrence (multiple times per year), then consideration should be given to alternate designs that would not require anode removal on regular basis.
For information on MATCOR’s Sea-Bottom Marine Anode Sleds or for assistance with marine near shore cathodic protection system design, please contact us at the link below.
We are excited to announce that we have just opened a new office to service the growing demands of Western Pennsylvania, West Virginia and the Ohio Valley!
499 Carlton Drive
Bentleyville, PA 15314
Main Office Phone: 412-477-8852
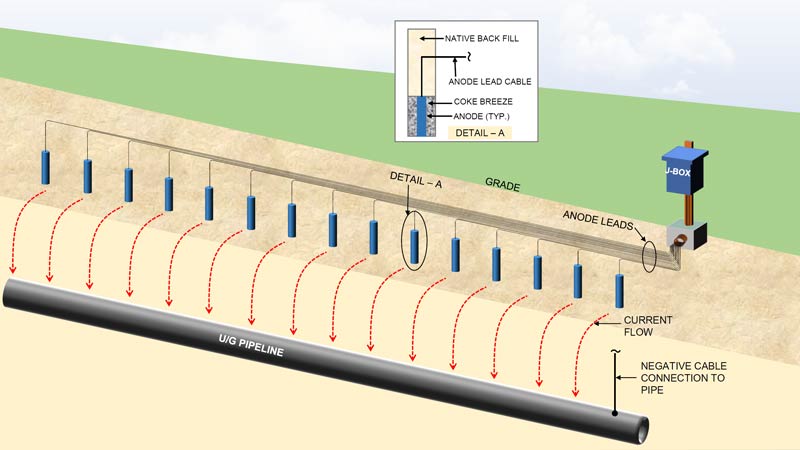
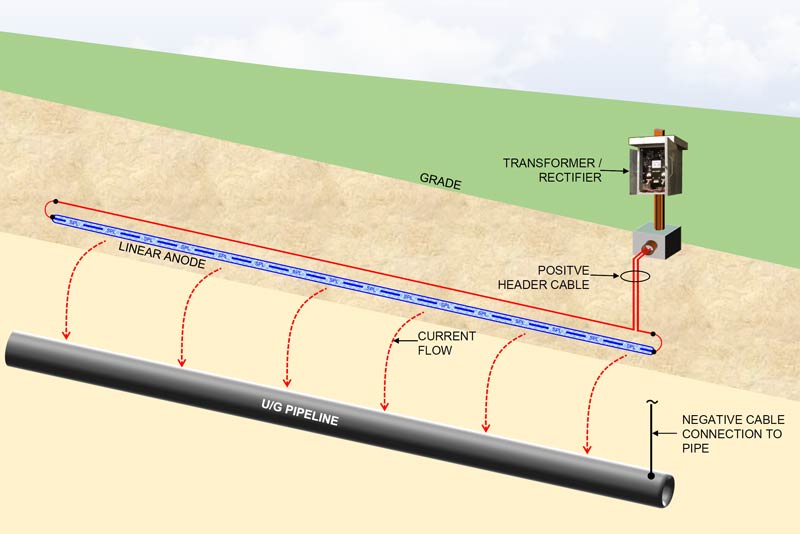
A common cathodic protection system approach is the use of a shallow horizontal anode bed. These are typically defined as an anode system consisting of a series of multiple individual anodes installed either vertically or horizontally at a depth of less than 15m (50ft) and connected to a single power source. These are particularly effective in areas where drilling deep anode beds is not feasible or practical.
The typical anode used in shallow anode bed applications is an impressed current anode. These can be high silicon cast iron, graphite anodes or mixed metal oxide tubular anodes. The anodes may be pre-packaged in a canister filled with coke backfill, or they can be installed in a vertically drilled/augured hole or a continuous horizontal trench with backfill installed around the bare anode. The anodes can be installed in parallel to a common header cable or can have individual leads all routed to a cathodic protection junction box and connected in parallel inside the junction box.
Shallow Horizontal Anode Bed with Individual Anodes
A New Approach: Continuous Linear Anodes
Another approach that is gaining acceptance in the corrosion industry is the use of a single continuous linear anode as an alternative to multiple individual discreet anodes that are field connected to form an anode bed. There are several advantages to using a single continuous linear anode to create a shallow horizontal anode bed:
Shallow Horizontal Anode Bed with a Single Linear Anode
Advantages of linear anodes for shallow horizontal anode beds
Ease of installation The use of a single continuous linear anode assembly can significantly reduce installation time by eliminating numerous field splice connections of multiple individual anodes to a header cable.
Reliability The entire linear anode assembly is factory manufactured and tested with internal factory connections that are more reliable than a field connection. The assembly is designed with an internal header cable for redundancy and can be manufactured with an integral external return header cable, eliminating all field splicing and connections.
HDD Installation The use of a linear anode for shallow anode bed design allows for the use of HDD (horizontal directional drilling) to install the continuous anode assembly. This can significantly minimize the installation footprint and greatly reduce installation time and costs. This also allows for a deeper installation to facilitate locations where surface activities such as deep tilling farming operations might preclude a shallower anode system installation.
Cost Effectiveness The use of linear anodes can be extremely cost effective, resulting in a much lower cost installation. This is especially true when considering the overall cost per amp year given the longer design life of mixed metal oxide based linear anode systems.
MATCOR has extensive experience designing and installing shallow horizontal anode beds, including the use of our HDD installation crews and state-of-the-art equipment to minimize surface impact in sensitive areas.
Contact us at the link below to find out if a linear anode cathodic protection system is right for your application.
Last month, MATCOR successfully completed the first ever HDD tank cathodic protection system installation in the Middle East, utilizing a replaceable anode system.
Background—Initial Recommendation for HDD Cathodic Protection System
Equate Petrochemicals is one of the world’s largest producers of Ethylene Glycol. They initially contacted MATCOR in 2012 to discuss options for cathodic protection on a critical service Ethylene storage tank at their flagship Kuwait petrochemical facility. This tank was originally constructed in 1995, and the initial CP system installed with the tank was no longer providing sufficient current to achieve NACE Criteria. At the time, MATCOR suggested installing anodes directly under the tank using horizontal directional drilling technology. The plant’s engineering and operations team had significant reservations about this approach. The tank was critical to the plant’s operation and could not be taken out of service. Should the HDD operations result in damage to the structural integrity of the tank, the results would be catastrophic.
Perimeter Anodes—An (Unsuccessful) Alternative Approach
As a result of Equate’s concerns in 2012, they attempted an alternate approach, suggested by others, using perimeter anodes. Discreet anodes were installed offset around the perimeter of the tank—thus avoiding any possible risk to the tank during the anode installation. The use of perimeter anodes around larger diameter tanks is generally not a good idea. This is because it is very difficult to drive current to the center area of the tank, often resulting in adequate protection levels only for the outer edges of the tank bottom. For the Ethylene Storage Tank, the presence of heating pipes below the tank bottom only exacerbated the current distribution challenges. Ultimately, the results were not satisfactory.
In 2018, the plant engineering team reached back out to MATCOR to discuss our HDD solutions.
Replaceable Anode System Solution
MATCOR provided the plant with a detailed proposal to design and install a complete cathodic protection system using MATCOR’s Replaceable Tank Anode system. The RTA system is based on installing MATCOR SPL linear anode assemblies in a series of parallel slotted PVC pipes that have coke backfill pneumatically blown into the PVC pipe as part of the anode system installation. In addition to the linear anode segments and coke backfill, the slotted PVC pipes have a venting system to allow gases produced during the cathodic protection reaction to vent. This prevents gas buildup and blockage inside the PVC anode pipe.
One of the key advantages of the RTA system is that once the PVC tubes are installed, it is possible to flush out the anode assemblies and coke backfill should the anode assemblies fail and/or they are at the end of their design life making this a replaceable anode system that will assure cathodic protection for the entire service life of the tank.
Additionally, a slotted Reference Cell Tube would be installed to allow for two calibrated fixed cathodic protection reference electrodes to be inserted for full polarized and non-polarized potential measurements across the entire tank bottom. This would allow for testing of the CP system with calibrated reference electrodes for the life of the tank.
Experienced HDD Installation—Assuring a Safe Installation
While the plant conceptually agreed with MATCOR’s solution from a technical perspective, there remained a significant concern within the plant’s operation and safety groups about drilling under this critical service tank and the possibility of a catastrophic event should the drill head drift up to the tank bottom. MATCOR put together a thorough installation procedure including detailed information on the sophisticated drill head tracking systems being utilized to assure that the drill head location was being continuously monitored throughout the bore. Utilizing an experienced local HDD drilling sub-contractor, MATCOR deputed its senior HDD installation drilling supervisor to Kuwait for the installation. Our Senior HDD Drilling Supervisor has completed hundreds of tank HDD installations in the United States and his on-site presence, along with the advanced electronic tracking package being used, assured that each bore went as planned.
Replaceable Anode System Installation Complete!
In December of 2019, MATCOR, working with our local Kuwaiti sub-contractor and the client’s engineering, construction and safety teams, successfully completed the installation of the replaceable anode system. The initial commissioning results showed that the anodes were installed properly. Each anode was distributing current as expected, and the polarization levels were meeting appropriate NACE criteria. The system has been left to operate and fully polarize. A subsequent visit by MATCOR’s technical team is scheduled in early 2020 to make final adjustments to the anode system current output and to confirm that the system continues to meet NACE criteria.
Conclusion
MATCOR’s successful installation in Kuwait of a horizontal directional bored CP system under an existing critical service tank is a first for the Middle East Region. The innovative MATCOR design, combined with the technical knowledge and operational expertise, makes this an interesting and viable option for other tank owner/operators worldwide to consider for their existing tanks with CP systems that are not performing properly.
To get in touch with our team of cathodic protection and AC mitigation experts for more information, to ask a question or get a quote, please click below. We will respond by phone or email within 24 hours. For immediate assistance, please call +1-215-348-2974.
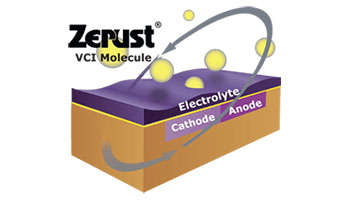
This guide explores how Vapor Corrosion Inhibitors (VCIs) work, their diverse applications, and why they’re becoming a cornerstone of modern corrosion prevention strategies. Whether you’re in oil and gas, manufacturing, or aerospace, discover how VCIs can transform your approach to corrosion management.
Corrosion poses a significant threat to infrastructure and equipment across industries, from pipelines to storage tanks. VCIs offer a solution, using advanced chemical technology to protect metal surfaces and prevent costly damage.
As a leader in the above-ground storage tank corrosion control industry, MATCOR has partnered with Zerust® Oil & Gas to provide innovative VCI solutions for customers seeking advanced corrosion mitigation strategies.
What are Vapor Corrosion Inhibitors?
Vapor Corrosion Inhibitors (VCIs) are advanced chemical compounds that prevent corrosion by diffusing through confined spaces and bonding with metal surfaces. This process creates an invisible yet highly effective barrier that blocks water, oxygen, and other contaminants from initiating degradation.
Key features:
Create a passive oxide layer that inhibits chemical reactions
Can be applied in various forms, including powders, liquids, or impregnated materials.
Long-lasting protection for months or years, depending on conditions.
Why Choose VCIs?
Vapor Corrosion Inhibitors (VCIs) stand out among corrosion prevention solutions due to their ease of application, flexibility, and proven effectiveness. Compared to other methods like wax, VCIs offer several key advantages:
Ease of Installation: VCIs are easy to apply, requiring no heating—just simple mixing with potable water and injection through vent pipes, ensuring efficient distribution.
Broad Compatibility: VCIs work seamlessly with other corrosion prevention methods, such as coatings and cathodic protection, enhancing overall protection strategies.
Cost-Effectiveness: By extending the lifespan of assets and reducing the need for frequent maintenance, VCIs provide a high return on investment over time.
Allows Monitoring: VCI effectiveness can be monitored in real time using coupons, ER probes, or UT probes, with the option for remote monitoring units (RMUs). In contrast, wax requires in-line inspection (ILI) runs for evaluation.
Non-Invasive: Unlike some traditional methods, VCIs do not require disassembly for application, making them a convenient choice for hard-to-reach areas.
Versatile Applications: VCIs are available in various forms, including films, papers, powders, liquids, and emitters, making them adaptable to a wide range of industrial needs.
Removability: VCIs can be easily washed out and removed if necessary, offering flexibility for future maintenance or operational adjustments.
Environmentally-Friendly: VCIs are an environmentally friendly solution for corrosion prevention, offering biodegradable formulations, non-toxic options for sensitive industries, and contributing to sustainability by reducing waste and extending asset life.
Through our partnership with Zerust® Oil & Gas, MATCOR delivers these benefits with proven products backed by extensive research and industry expertise.
Applications of Vapor Corrosion Inhibitors Across Industries
Oil and Gas: Protects internal surfaces of pipelines after hydrotesting and safeguards tanks bottoms from localized corrosion. Learn more about pipeline corrosion risks and prevention methods in our Pipeline Corrosion and Prevention—A Comprehensive Guide.
Manufacturing and Industrial Equipment: Shields components during storage, shipping, or idle periods.
Marine and Offshore: Mitigates corrosion from saltwater and high-humidity environments.
Aerospace and Automotive: Protects critical systems like engines and fuel tanks during long-term storage.
Infrastructure and Utilities: Prevents corrosion in water pipelines, bridges, and utility equipment.
Monitoring and Maintenance
To ensure the long-term effectiveness of VCIs, regular monitoring is essential. Techniques include:
Coupons: Small metal pieces placed in the protected environment to assess corrosion rates.
ER Probes: Monitor changes in electrical resistance to track corrosion over time.
Replenishment: Determined based on environmental conditions and the observed depletion rate of VCIs. Factors influencing replenishment frequency include:
The rate of leakage through the tank chime.
Operating temperature and environmental conditions.
Properties of the substrate, such as sand or concrete.
The initial amount of VCI chemical applied.
Typically, VCIs provide effective protection for 3–5 years, though some applications may last longer under optimal conditions. Proper monitoring ensures VCIs maintain consistent protection and helps operators identify the appropriate timing for replenishment to sustain corrosion prevention.
VCIs and Industry Standards
Vapor Corrosion Inhibitors (VCIs) are gaining recognition in industry standards as a flexible and effective corrosion prevention tool. While they are often used to complement cathodic protection (CP), they are also being acknowledged as standalone solutions in scenarios where CP may not be feasible.
API 651 and API 2610: Standards such as API 651 include VCIs as an alternative for situations where CP systems are unsuitable, and API 2610 outlines their use under tank bottoms.
Regulatory Adoption: Organizations like PHMSA and the State of Florida have endorsed VCIs for their versatility, particularly in cases where CP systems are not functional or economical.
These endorsements highlight the growing recognition of VCIs as a versatile tool for corrosion prevention, whether as a standalone solution or a complement to existing systems like CP.
The effectiveness of Vapor Corrosion Inhibitors (VCIs) is well-supported by independent research, including a comprehensive 2018 study published by PRCI (Pipeline Research Council International). This study offers critical insights into the capabilities and limitations of VCIs:
Effectiveness in Corrosive Environments: VCIs were found to effectively mitigate pitting corrosion in steel exposed to corrosive sand. However, the study noted that VCIs are not as effective as cathodic protection (CP) for reducing pitting corrosion in certain conditions.
Importance of Proper Application: The study emphasized the need for following manufacturer-recommended concentrations, as inadequate levels of VCIs were shown to be ineffective.
Monitoring Compatibility: ER probes can be used to monitor the efficacy of VCIs, providing valuable data on corrosion rates and the need for replenishment.
Compatibility with Cathodic Protection: VCIs are compatible with impressed current cathodic protection systems. However, they can alter the native potential of steel, which must be considered when selecting CP criteria in accordance with NACE SP0193.
Vapor Corrosion Inhibitor Case Studies: Real-World Success with VCIs
Pipeline Preservation with VCI in West Texas
MATCOR and Zerust® collaborated on a pipeline preservation project in West Texas, injecting over 24,000 gallons of VCI solution into pipeline manifolds. This approach provided effective corrosion protection during construction and harsh environmental conditions.
MATCOR conducted a casing repair for a high-pressure natural gas line that had settled, losing contact with its protective casing. The solution included sealing the casing and injecting VCIs through the vent pipe, providing effective corrosion protection without excavation.
Q&A: Common Questions About Vapor Corrosion Inhibitors (VCIs)
Are VCIs a permanent solution?
No, VCIs have a finite lifespan. Their effectiveness typically lasts 3-5 years, depending on factors like environmental conditions, application methods, and leakage rates. Regular replenishment is needed to maintain protection, with some applications lasting up to 15 years under ideal conditions.
How are VCIs applied to above-ground storage tanks?
VCIs can be applied as powders or liquids, depending on the tank type (new,in-service, or under inspection). The method varies based on substrate material (ie. sand or concrete), but long-term replenishment planning is essential to sustain protection.
Can VCIs replace other corrosion prevention methods?
VCIs are not typically used as a standalone replacement for other methods but are effective for short-term corrosion protection or in scenarios where other solutions are not practical.
Can VCIs enhance other corrosion prevention methods??
Yes, VCIs work well alongside existing methods by addressing localized corrosion in hard-to-reach areas like gaps, crevices, and irregular surfaces. This complementary approach strengthens overall protection.
How is VCI performance monitored?
VCI effectiveness is monitored using coupons, ER probes or UT probes. These tools measure corrosion rates and help identify when replenishment is required. While ER probes track average corrosion rates, they can also infer localized risks like pitting.
What standards and regulations support VCI use?
VCIs are recognized by standards such as API 651 and API 2610 for specific applications, and they are included in the upcoming NACE TG543 guidelines. Regulatory bodies like PHMSA also acknowledges VCIs as a valid corrosion prevention tool, especially when other methods are infeasible.
Conclusion: The Future of Corrosion Prevention with VCIs
Vapor Corrosion Inhibitors (VCIs) are transforming the landscape of corrosion prevention across industries. From pipelines and storage ranks to marine and aerospace applications, VCIs provide a versatile, cost-effective, and environmentally friendly solution for protecting metal assets. Their ability to adapt to various environments and integrate with other corrosion prevention methods makes them a critical tool for modern infrastructure and equipment management.
Through our partnership with Zerust® Oil & Gas, MATCOR delivers proven VCI solutions backed by extensive research and industry recognition. Whether you’re seeking to enhance existing systems or explore standalone VCI applications, our team is ready to help you develop a customized strategy to protect your assets and reduce long-term maintenance costs.
To get in touch with our team of corrosion experts for more information, to ask a question or get a quote, please click below. We will respond by phone or email within 24 hours. For immediate assistance, please call +1-215-348-2974.









 MATCOR provided the plant with a detailed proposal to design and install a complete cathodic protection system using MATCOR’s Replaceable Tank Anode system. The RTA system is based on installing MATCOR SPL
MATCOR provided the plant with a detailed proposal to design and install a complete cathodic protection system using MATCOR’s Replaceable Tank Anode system. The RTA system is based on installing MATCOR SPL 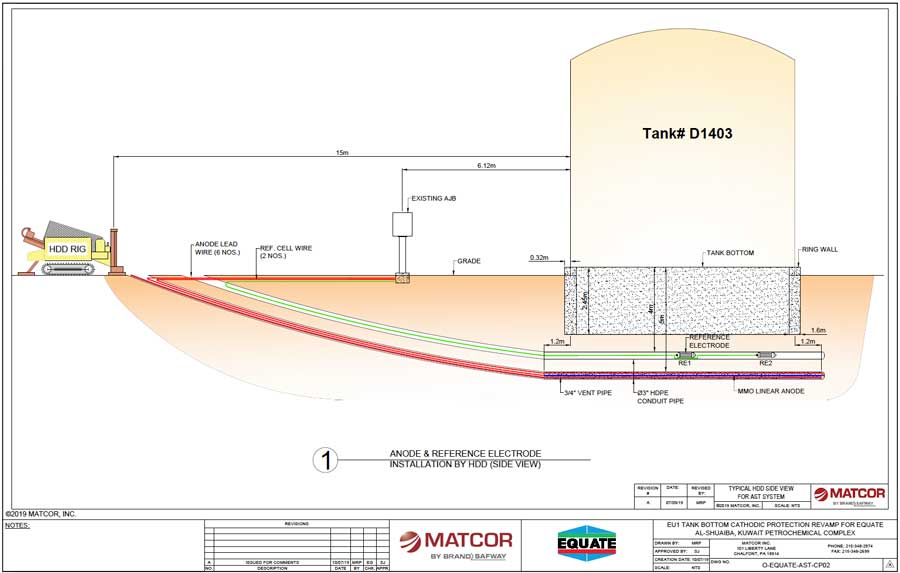
 While the plant conceptually agreed with MATCOR’s solution from a technical perspective, there remained a significant concern within the plant’s operation and safety groups about drilling under this critical service tank and the possibility of a catastrophic event should the drill head drift up to the tank bottom. MATCOR put together a thorough installation procedure including detailed information on the sophisticated drill head tracking systems being utilized to assure that the drill head location was being continuously monitored throughout the bore. Utilizing an experienced local HDD drilling sub-contractor, MATCOR deputed its senior HDD installation drilling supervisor to Kuwait for the installation. Our Senior HDD Drilling Supervisor has completed hundreds of tank HDD installations in the United States and his on-site presence, along with the advanced electronic tracking package being used, assured that each bore went as planned.
While the plant conceptually agreed with MATCOR’s solution from a technical perspective, there remained a significant concern within the plant’s operation and safety groups about drilling under this critical service tank and the possibility of a catastrophic event should the drill head drift up to the tank bottom. MATCOR put together a thorough installation procedure including detailed information on the sophisticated drill head tracking systems being utilized to assure that the drill head location was being continuously monitored throughout the bore. Utilizing an experienced local HDD drilling sub-contractor, MATCOR deputed its senior HDD installation drilling supervisor to Kuwait for the installation. Our Senior HDD Drilling Supervisor has completed hundreds of tank HDD installations in the United States and his on-site presence, along with the advanced electronic tracking package being used, assured that each bore went as planned.