Easy to Install Tank CP System – No Cutting, No Splicing, No Welding
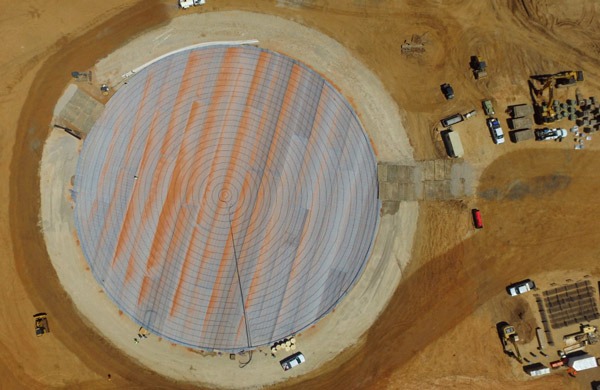
We’re excited to share this aerial drone view of a recent tank CP installation starring MATCOR’s exclusive Tank Ring Anode™ System. Superior to grid anode systems for tank bottom cathodic protection, the Tank Ring Anode System is factory assembled in concentric rings sized for your tank and shipped ready for quick installation.
Concentric ring anode configuration ideal for tank bottom cathodic protection
Learn more about this newer method of cathodic protection for tanks and its benefits over the more traditional grid anode system—read the full article at HERE.
For assistance with impressed current anode system design for tank bottoms, project management, installation or field service, please contact us at the link below.
During the holiday season, our thoughts turn gratefully to those who have made our success possible. It is in this spirit that the entire MATCOR team says thank you and best wishes for the holidays and New Year.
Our thoughts and well wishes also extend to local families in need.
Our team in Chalfont, PA donated and delivered dozens of wrapped gifts to the Bucks County Housing Group. The mission of the Bucks County Housing Group is to advance the interests of people with low-moderate income and people in crisis through the provision of affordable housing and related social services. Learn more at bchg.org.
The MATCOR team in Guthrie, OK also came together to make one family’s holiday season much brighter. They adopted a family with five children, purchasing fleece coats and outfits for each child along with two items from their gift list. The family was adopted through the Edmond, OK Rankin YMCA Angel Tree. The YMCA strengthens communities through programs that build healthy spirit, mind and body for all.
One of the key decisions for any cathodic protection system design is the choice between an impressed current anode system or a galvanic (or sacrificial) anode system. This is especially true for marine applications where cathodic protection is commonly applied to structures such as steel piling systems on jetties and piers for corrosion protection. A recent MATCOR project highlights the choice between ICCP and Galvanic systems on a newly constructed jetty in Surabaya, Indonesia.
Impressed Current Anode Systems vs Galvanic Anode Systems
Click on the image above to read the full case study comparing impressed current cathodic protection utilizing marine anode sleds with a galvanic anode system.
This case study article, which appeared in the October issue of Materials Performance includes a comparison of key factors for commonly used galvanic (aluminum) anodes and impressed current (titanium with mixed metal oxide) anodes. The key differences between an impressed current anode system and a galvanic anode systems include:
Anode consumption rates
Current density (CD) limits
Driving voltage
Anode quantities
Installation time and costs
The article describes these key differences in more detail.
Conceptual Design – Galvanic vs Impressed Current
Jetty applications can be designed using either galvanic anodes or impressed current anodes, and often it is a matter of client or designer preference. For this project in Indonesia, the cathodic protection designer reviewed both system types to determine the ideal design for this application based on a 30-year anode life. The final decision was based on several factors including total number of anodes and installation time required, in addition to safety considerations.
Impressed Current Anode System Installation and Commissioning
The final design called for the installation of six marine anode sleds, which took less than a week to complete.
For more details about this impressed current anode system solution for jetty piling cathodic protection, please read the full article in the October issue of Materials Performance. You can also access the full article HERE.
For assistance with impressed current anode system design, MATCOR’s Sea-Bottom Marine Anode Sleds, project management or installation, please contact us at the link below.
Cathodic Protection Anode Designed Specifically for Tank Bottom Replacement Applications
MATCOR was recently issued US Patent No. 9,410,253 for its SPL-SandAnode, an impressed current linear anode that prevents corrosion of above ground storage tank bottoms (ASTs). Invented by Glenn Shreffler, executive vice president of engineering for MATCOR, the SPL-SandAnode is the only impressed current linear anode designed specifically for tank bottom replacement projects. These applications typically have six inches (150 mm) or less of sand where the anode is to be installed.
MATCOR’s SandAnode is the only impressed current linear anode designed specifically for tank bottom replacement projects.
The recommended cathodic protection system for most ASTs is a tank ring anode system that utilizes linear anodes in a concentric ring configuration. However, when the clearance between the tank bottom and anode is less than 6-inches (150 mm), the SPL-SandAnode is used, either in the concentric ring configuration or in parallel linear lengths. The prepackaged linear anode with a sand backfill, in lieu of calcined coke, allows the anode to be simply laid out on the foundation while easily maintaining the maximum separation distance of the anode to the tank bottom.
The SPL-SandAnode is one of MATCOR’s SPL™ Anode Series, a complete line of flexible impressed current linear anodes utilizing MMO anode technology to support a broad range of cathodic protection applications. Advantages of MATCOR’s linear anodes include:
Around the world, the pipeline industry is seeing a growing number of “attenuation deficit disorder” outbreaks along their older pipelines. This is not a disease or a medical condition afflicting pipeline company personnel, but is a reference to a growing global problem with pipeline cathodic protection (CP) systems that are affected by older coatings that are failing. Pipeline operators need a solution for pipeline rehabilitation.
Pipeline Rehabilitation Solutions
Pipeline operators worldwide are grappling with what to do as their 1950’s, once state of the art coatings systems start to fail. In our recent article in World Pipelines, Ted Huck examines two possible solutions for pipeline rehabilitation:
Recoating the Pipeline: At some point in the process of adding more CP stations and increasing the current output to levels that further degrades the coating, it becomes apparent to the pipeline operator that more drastic measures are required.
Rehabilitating the Cathodic Protection System: Under the right circumstances, an attractive alternative to the recoat approach is to consider the use of linear anodes as a rehabilitation strategy.
For additional information about these pipeline rehabilitation solutions, please read the full article in the September issue of World Pipelines. You can access the article HERE.
For assistance with cathodic protection design, MATCOR’s linear anodes for pipeline cathodic protection, project management or installation, please contact us at the link below.
We are pleased to welcome Dean Lioliou to the MATCOR Team as the Gulf Coast Region Account Manager.
Dean was most recently over sales for ALS Oil & Gas’ Pipeline & Asset Integrity division. His focus was on fiber optic pipeline leak detection, cathodic protection monitoring, corrosion under insulation analysis through thermal imaging technology, and pipeline leak surveying utilizing drone technology. Prior to ALS, he spent many years at Abriox as the Southern Area Regional Sales Manager focusing on Cathodic Protection monitoring.
Dean is very involved with NACE, currently serving as Vice Chairman of the TX/LA Section, a member of the exhibits and conferences committee for NACE International, and is involved in the Houston, San Antonio, and Corpus Christi sections. He is also NACE CP Level 2 certified.
Please join us in congratulating Dean and welcoming him to the organization. He can be reached at 832-755-2714 or by email at dlioliou@matcor.com.
Quickly, off the top of your head – what’s the most important factor in your daily corrosion industry safety work life?
It’s Y-O-U and Captain Obvious—what a Dynamic Duo!
Safety managers train you. Regional managers establish procedures and rules. Clients require certain clothing. Your supervisor warns you. But the bottom line is: No program, sign or protective equipment will work if YOU elect not to make safety an intentional part of your daily work life.
“But,” you say, “We’re told the job must be done faster and cheaper.” Be sure you include “The job must be completed without a safety event.”
Make no mistake, every job must finish safely. As soon as it doesn’t, safety becomes the MOST IMPORTANT measure of the job; and you become the yardstick.
Let’s review some simple ways for you to practice safety at every job every day.
Enter Captain Obvious to remind you of corrosion industry safety basics:
Check your work area frequently.
Look around and listen up! Use your senses to prevent a safety event (and you already do it all day every day). What do you see, hear or smell in your work area? Mobile equipment in use? Materials being moved? Walking area slippery? Cords or ropes in your path? Trash not discarded correctly? Machine making a ‘funny’ noise? Do you smell hydraulic fluid?
Observe how your work area changes during the day. Let those working around you know about the changes. Take an active role in making your job site safer by helping to make others aware of the little changes. Sure, you might sound like Captain Obvious. So what? When it helps everyone go home at the end of the day with nothing but a fatter wallet… then THAT’S a good day!
All MATCOR employees abide by our Stop Work Obligation. Every employee at our job sites has an obligation to intervene and stop work when a situation gets identified that could break one of MATCOR’s Life Saving Rules or cause injury or illness.
Electricity and equipment. Both start with “E” and both kill.
Here’s another one from Captain Obvious. Check your electrical equipment every time you use it. Drills, grinders, reeling machines and irons. If it has to be plugged in or charged, there’s the potential for a cracked case, frayed or cut cords or a short somewhere. Make a quick inspection for wear and tear, and intact strain relief and connections.
For larger equipment, like Pipeline Current Mappers, generators or interrupters, take the time to read the Operator’s/Owner’s Manual at least once before you running the machine. If the manual isn’t available, ask someone who has used the machine for a quick rundown.
Wide open and burning hot.
Many times when we hear about a workplace fatality, it involves some kind of fall…in a hole, from heights, or something falling on a worker. Considering the kind of work we do, every worker needs to be aware of 1) what he or she might fall over/into; and 2) what might fall onto him or her. Falls aren’t always fatal, but often workplace fatalities involve falls. Here comes Captain Obvious, again. Be aware and make others aware of anything that might make you fall; or that might fall on you.
Another situation that could burn us on a job site is fire (sorry for the bad pun there). Anywhere there’s machinery, combustible chemicals, or cad welding, the possibility of fire exists. Open flame, especially on a pipeline right-of-way could turn an ordinary day into a hot time that no one wants. Knowing what to do in the event of a fire at EVERY job site makes sense. Where’s the extinguisher? Do you know how to use it? What about the escape route from the site? Yes, you and your crew should create and review the emergency plan at each job site. After all, knowing the best direction to run IS an emergency action plan.
Where IS that first aid box?
Calling Captain Obvious… Do you know where the first aid kit is in your work area? Can you get to it quickly and easily? When was the last time you checked to see if it needed to be restocked? Though you may think that’s someone else’s job, it will matter most to you when you need to remove a splinter, bandage up a cut or treat a burn. Remember, we’re talking about how Y-O-U have the most important part of job site safety. If the first aid kit isn’t ready and available when you need it, the problem isn’t someone else’s. Check the first aid kit.
Corrosion Industry Safety: The last line of defense.
If we can’t engineer a hazard away, we write a procedure to protect you from it. When engineering or administration doesn’t quite eliminate a hazard, you get personal protective equipment (PPE). Here’s the rub. If you choose not to wear PPE, it doesn’t protect you (OMG, Captain Obvious snuck right in there). Hard hats, safety glasses, gloves, or earplugs might be uncomfortable. Then again, so are skull fractures, blindness, amputations and deafness.
PPE may be a last line of defense when it comes to corrosion industry safety, but that makes it no less important. Make sure you don it every time on every job…and speak up if your co-workers need to be reminded.
Wrap it up.
Workers need to take care at all times and at all job sites. No matter how many machines have guards, or safety policies the company writes, Y-O-U have the biggest impact on your safety. Awareness of your work space, inspecting your tools, knowing how to get out in an emergency or where to find the first aid kit are all factors in YOUR control.
You make decisions every day that impact how, or if, you and your crew go home. Will it be with a fatter wallet? Or will it be with stitches, or in a cast or worse? Captain Obvious knows.
MATCOR takes corrosion industry safety very seriously and maintains an excellent safety record.
Canister anodes are commonly used for impressed current anode cathodic protection applications. These can be used to protect buried metallic piping in congested plant environments, to protect distribution or transmission pipelines in either distributed shallow ground beds or as horizontal remote ground bed anodes, and to protect other structures such as above ground or buried tanks and piling systems.
MATCOR’s MMP™ Anode provides an outstanding combination of value, quality and proven reliability for use with these types of applications and are often a direct upgrade over other canister anode offerings. Below is a comparison of MATCOR’s MMO canister anode vs. conventional high silicon cast iron anodes, in addition to a real life project example comparing the costs associated with both canister anode types.
MMP Canister Anode Unique Construction Features
Understanding the value of the MATCOR MMP™ anode product, starts with its unique construction features as follows:
HSCI vs MMO/Ti Canister Anode Type
Most canister anodes consist of either a High Silicon Cast Iron (HSCI) anode or some configuration of MMO/Ti anode installed in a large metallic “canister” that is filled with coke backfill. The canister is capped with the anode cable extending out the top of the anode cap. Once installed, the exterior metallic canister housing is part of the anode system and will consume quickly as current is discharged off the anode, through the coke backfill and then off the external metallic housing.
It is important to note that the housing is only intended to survive transportation and installation. Once installed, it is expected to be consumed, leaving behind the anode and coke backfill.
One of the most important considerations in evaluating any canister anode technology is to evaluate the anode technology that is inside the canister anode.
HSCI anode technology is an older anode technology that remains extremely popular around the world. It is popular because it is cheap and readily available from many suppliers. Because HSCI anodes are simply castings of a specific formulation of iron, they are available from a wide range of manufacturers with casting facilities spread across the globe. Any foundry can cast the basic HSCI anode. Testing for anode composition assures that the basic elements are present in the correct ratio, however, the mechanical and more importantly the electrical (anode) characteristics are dependent on a lot more than just having the correct ratio of components. Also critical are the canister anode:
Casting process
Micro-structure
Density and consistency of the casting
Presence of trace elements
Consistency of the grain structure
and more…
Unfortunately, it is very difficult to assess the quality of a particular anode casting batch without extensive long term testing. Even the most experienced and reputable cast iron anode suppliers will admit that HSCI anode quality and anode performance can vary significantly even within different casing batches from the same manufacturer.
This leaves buyers with a real challenge in confirming that the anodes they are purchasing will provide the anode life and current output that they are specifying because of the wide range of casting quality issues that can occur with HSCI anodes and the large number of casting facilities offering this type of product.
Mixed metal oxide coated titanium (MMO/Ti) anodes are also a common anode technology utilized in canister anodes – typically these anodes consist of a titanium substrate on to which a mixture of mixed metal oxides is electro-deposited on to the substrate and thermally cured. The MMO coating typically uses a base of Iridium as the primary catalyst that allows the coating to perform as an anode.
MMO Anodes Easier to Test for Quality
As with HSCI anodes, quality is an issue with MMO/Ti anodes; however, there are some key factors that lead to making MMO/TI anodes easier to QA/QC than conventional cast iron anodes.
First, there are no real mechanical concerns other than assuring that there is good adherence between the MMO coating and the underlying substrate. Because the substrate is pure titanium the mechanical properties are quite consistent (ASTM Grade 1 or Grade 2 Titanium is considered commercial pure titanium and either can be used for MMO/TI anodes). Testing for coating adhesion is a rather simple test that can be performed on a test coupon from the same process or on the anode itself.
In addition to having a very stable, homogeneous substrate, the MMO/Ti anode performance can be tested using accelerated life testing to provide an evaluation of the performance of the specific coating mixture that is applied. As with HSCI anodes, there are a large (and growing) number of suppliers of MMO/Ti anode materials; however, testing can be used to confirm the anode material quality. MATCOR MMP™anodes use MMO/Ti anode material with a proven track record. Additionally, third party inspection and testing of MATCOR’s MMO/Ti anode material is available for a nominal inspection charge.
Canister Anode Configuration
The actual anode inside the canister can have a wide range of configurations; however, the most common configuration is the tubular anode. All HSCI anodes are cast in tubular (either solid or hollow tubular) configurations and many of the MMO/Ti canister anodes also use tubular anodes.
For HSCI tubular anodes, the brittle nature of the anode must be taken into consideration when transporting, handling and installing the anode as dropping the anode canister can lead to breaking or cracking of the HSCI anode.
MATCOR’s MMP™ Anode is unique in that we utilize a solid titanium rod as our substrate. This provides several advantages over typical MMO/Ti configurations utilizing tubular anodes. The cable to anode connection is easier and more secure when connecting to a solid rod as opposed to trying to connect a cable to the inside of an anode tube. The solid titanium rod is also stronger and unlikely to break should it be bent.
Other MMO/Ti configurations can also be used inside a canister anode including MMO/Ti strips and ribbons. There is nothing inherently wrong with these configurations as long as the anode to cable connection is properly designed. Improper anode to cable connection designs can lead to premature anode failure.
Canister Anode Connection Technology
Typical anode connections used for discreet canister anodes usually consist of some version of a pressure fit mechanical connection with an epoxy sealant covering the anode to cable connection. Anode to cable connection failures have historically been a significant cause of premature anode failure. Depending on the anode type and configuration, the location of the anode connection can also have an impact on performance – especially for HSCI anodes that consume rapidly and may be subject to necking effects– with MMO/Ti anodes that are dimensionally stable (i.e. do not physically consume) this is much less of an issue.
MATCOR’s MMP™ anode utilizes a multi-step welded connection technology to assure the anode to cable connection is mechanically and electrically secure and properly sealed from the ingress of moisture that can lead to premature anode failure. The multi-step anode connection includes a mechanical crimp followed by a welding process. The mechanically secure welded connection then has a layer of non-conductive hot melt sealant followed by a heat shrink sleeve with a second sealant layer on the interior of the heat shrink. This heavily engineered connection technology has proven to be exceptionally effective with hundreds of thousands of connections in service over the past 20 years.
Typical spiral wound 0.7mm thin walled canister
Heavy Duty Canister Anode Construction
Most canister anodes are constructed using a thin walled galvanized steel spiral wound pipe material. This material is commonly used in the HVAC world as a ducting material and is readily available commercially. This material is typically 0.7mm thickness (24 gauge) with a spiral wound construction. This type of canister provides only a modest amount of mechanical strength and must be very carefully handled during transportation and installation.
MATCOR’s MMP™ Canister anode utilizes a thicker walled EMT seamless steel pipe with a typical material thickness of 1.8 mm or 250% times the thickness of typical canister anodes. This additional wall thickness makes the MMP™ anode a much stronger product – you can drive a fork truck or backhoe over our anode and not significantly damage the canister.
Economic Considerations
The actual installed cost of the anodes is an important consideration in selecting the optimal anode solution. As noted previously, the anode system quality and design integrity should also be factored into the evaluation as these factors can serve to reduce the anode system’s life in the field.
Some factors that should be considered include:
Anode Operating Life (Amp-Years)
Every anode has an operating life. For HSCI anodes the calculation of an anode life is complicated by the inherent variability in HSCI anode casting. The nominal consumption rate of HSCI anodes is typically assumed to be between 0.5 to 1.0 lbs/amp-year (0.23 kg/amp-year to 0.45 kg/amp-year) in a coke backfill. This wide range is consistent with the variation in anode consistency and quality inherent in the anode type. The consumption rate can also vary depending on the environment and the operating current density.
Additionally, a utilization factor is typically applied to the calculations as the anode can never be fully utilized – at some point the anode consumption is such that the anode to cable connection is lost prior to fully consuming all of the anode’s mass. For stick anodes with an end connection this is typically 65% (meaning that 35% of the anode mass is unusable) while for tubular anodes with center connections this utilization factor is closer to 85%.
MMO/Ti anodes are considered dimensionally stable anodes and do not physically consume. They are instead electro-catalytic in nature – they cause a reaction to occur that generates DC current flow without actually being a reactant and thus are not consumed. The catalytic component in the MMO coating does; however, have a finite life that is relatively consistent and can be determined based on the accelerated testing performed by the manufacturer.
The challenge with MMO/Ti anodes is that the coating loading is on the order of mg/m2. With such a light coating load, it is often difficult for the anode manufacturer to control the coating loading to exactly the thickness that would be optimal. Most MMO/Ti anodes are supplied with more coating than required to assure that the coating thickness QA/QC spot checks exceed the minimum specified coating loading. MATCOR’s experience has been that the anode coatings tend to exceed that required coating loading by a significant margin assuring even longer life than the stated design life.
Anode Weight
One of the key advantages of the MATCOR MMP™ anode is the low weight over HSCI anodes for a similar current capacity. HSCI anodes consume at a relatively high rate and require significant anode mass to provide the current output and life required. Weight has two key impacts; one is economic as the lower the anode weight the cheaper it is to transport and install, and the second is a safety issue as the heavier the anode the greater the risk of injury associated with the proper transportation and handling of the anode during installation. While the transportation costs are easily quantified, the safety benefit of a much lighter anode to be installed is much more difficult to quantify but should be considered in the anode selection.
Anode Installation Replacement Cost
Another consideration that should be given is the cost of having to replace an anode installation more frequently. This metric is often not considered; however, there is a very real value to having an installation that lasts 25 years versus only 18 years and the additional incremental cost for the additional life has a real value that should be considered in the economic evaluation.
Savings from using fewer, higher output anodes
Another consideration that is often overlooked is the savings that might be achieved by using fewer anodes that are capable of higher output to reduce the overall installation costs. The incremental cost of fewer, larger anodes could result in a significant cost savings over using more anodes that are rated for lower output. When considering the use of fewer, higher output anodes the impact on system resistance could be an issue as the power supply may have to be larger and the operating power higher to overcome the additional system resistance from fewer anodes. Typically power costs are rather nominal and not a major consideration in this type of economic evaluation.
Canister Anodes System Example
Please note that this is a real project example and is intended to show the methodology used to evaluate two different options – one using HSCI anodes and the other using MMP™ canister anodes. The costs associated with this project are not suitable for other applications – each project has its own costs that must be evaluated for that specific project.
Shallow horizontal ground bed rated for 60 Amps using multiple anodes in parallel at a depth of 12 feet and spaced 15 feet from each other. Each hole would be 8” diameter and the hole would be filled with coke around the anode including one foot below the anode and one foot above the anode. System to be suitable for 30 years anode life. Soil resistivity is assumed to be 3000 ohm-cm.
Canister Anode Options
Two anode options were considered as follows:
HSCI Solid Stick Anode
MATCOR MMP™3605
Anode Type
Bare HSCI Anode
Canister MMO/Ti rod
Anode Dimensions
3" x 60"
3" x 60"
Anode Weight, ea
110 lbs
44 lbs
Anode Life, ea
95.3 amp-years*
125 amp-years
Anode Cost
$325
$210
Freight Cost/Anode
$22
$9
* Based on 0.75 lbs/amp year consumption rate and 65% utilization factor for solid stick anode
Additional Costs
Installation cost to drill each hole, install anode and make header cable connection estimated at $700 USD/hole
180 lbs of coke backfill per hole, including freight, estimated at $135/hole
Cable costs for header cable, estimated at $1 per foot
Cable to anode splice kit estimated at $35 per connection
Calculations
Minimum number of anodes required to meet 30 year life operating at 60 amps:
Roundup {(60 amps x 30 years) / Anode life} = minimum # of anodes
HSCI Stick Anode – 19 anodes resulting in 30.19 years design life
MATCOR MMP™ – 15 anodes resulting in 31.25 years design life
Anode System Resistance
Based on Dwight’s equation using an 8” diameter hole and 7 ft coke column in 3000 ohm-cm soil the resistance of a single anode (Ra) is 7.68 ohms. The resistance for multiple anodes in parallel is Ra/Number of parallel anodes
19 HSCI anodes – anode bed resistance is 0.40 ohms
15 MMP™3605 anodes – anode bed resistance is 0.51 ohms
Installed Cost
Based on the cost assumptions the total installed costs are:
HSCI 19 anode system: $23,408.00
MATCOR MMP™ 3605: $16,560.00
Contact MATCOR about your canister anode cathodic protection requirements or learn more about our MMP Anode (MMO) canister anodes.
External corrosion of above ground storage tank (AST) bottoms is a significant problem for tank owners. Corrosion professionals tasked with protecting these structures should consider multiple factors. One thing is clear: proper installation of an impressed current tank bottom cathodic protection system plays an important role in reducing corrosion and extending the service life of the tank bottom.
Concentric ring anode configuration ideal for tank bottom cathodic protection
Learn more about this newer method of AST cathodic protection and its benefits over the more traditional grid system.
For additional information about tank bottom cathodic protection, please read our article in the special supplement “Corrosion Control for Aboveground and Belowground Storage Tanks” in the May issue of NACE International’s Materials Performance.
As you watch the evening news or pick up your daily paper you will very likely read about the new Missile Defense Shield in Romania that came on line this week. The Russian response has been loud and indignant. This story will be all over the evening news, cable channels and newspapers.
But did you know that the Deveselu facility in Romania has a MATCOR Cathodic Protection system protecting the buried piping and process tanks? MATCOR VP of engineering Glenn Shreffler made three trips to the site during its construction. So when you watch the evening news and they discuss the “controversial” missile defense base in Romania, we are proud that MATCOR anode systems are hard at work protecting the assets that protect our NATO allies.
Contact MATCOR about your tank and piping cathodic corrosion prevention requirements or learn more about our wide range of cathodic protection products.
Cathodic Protection Systems | Cathodic Protection Design | alternatives to sacrificial anodes and galvanic anodes
 We’re excited to share this aerial drone view of a recent tank CP installation starring MATCOR’s exclusive Tank Ring Anode™ System. Superior to grid anode systems for tank bottom cathodic protection, the Tank Ring Anode System is factory assembled in concentric rings sized for your tank and shipped ready for quick installation.
We’re excited to share this aerial drone view of a recent tank CP installation starring MATCOR’s exclusive Tank Ring Anode™ System. Superior to grid anode systems for tank bottom cathodic protection, the Tank Ring Anode System is factory assembled in concentric rings sized for your tank and shipped ready for quick installation.
 During the holiday season, our thoughts turn gratefully to those who have made our success possible. It is in this spirit that the entire MATCOR team says thank you and best wishes for the holidays and New Year.
During the holiday season, our thoughts turn gratefully to those who have made our success possible. It is in this spirit that the entire MATCOR team says thank you and best wishes for the holidays and New Year. The MATCOR team in Guthrie, OK also came together to make one family’s holiday season much brighter. They adopted a family with five children, purchasing fleece coats and outfits for each child along with two items from their gift list. The family was adopted through the Edmond, OK
The MATCOR team in Guthrie, OK also came together to make one family’s holiday season much brighter. They adopted a family with five children, purchasing fleece coats and outfits for each child along with two items from their gift list. The family was adopted through the Edmond, OK 


 We are pleased to welcome Dean Lioliou to the MATCOR Team as the Gulf Coast Region Account Manager.
We are pleased to welcome Dean Lioliou to the MATCOR Team as the Gulf Coast Region Account Manager.
 MATCOR’s
MATCOR’s