The grand opening celebration of our new Midland, TX field office was held on Friday October 18, 2019. A turnout of great clients toured the new facility, checked out our brand new state-of-the-art fleet of equipment, ate some delicious barbecue and won door prizes and MATCOR swag. If you didn’t get the chance to attend, the doors to our Midland office (and all our offices-Chalfont, Guthrie, Houston, and Casper) are always open. We are primed and ready to support clients in the Permian and all regions for years to come.
We are excited to announce that we have just opened two new offices to service the growing demands of the Permian and Rockies regions!
MATCOR Midland, Texas
MATCOR’s New Midland Texas Office
6917 South County Road 1276
Midland, TX 79706
Main Office Phone: 832-755-2714
This article provides a brief overview of the important role of cathodic protection remote monitoring systems in today’s pipeline operations. We will cover the CP equipment and features that can be monitored and how data is transmitted.
Advanced cathodic protection remote monitoring systems are critical for today’s pipeline operator.
Modern pipeline operations face increasing pressures to incorporate advanced technologies to:
Drive down operating costs
Improve system reliability
Comply with regulatory requirements
Monitor the health of their pipeline networks
Monitor the critical systems that are integral to pipeline integrity
The use of advanced cathodic protection (CP) remote monitoring systems has become a critical component in the pipeline operator’s toolbox to meet these challenges.
CP remote monitoring (and control) has proven to be a reliable and cost-effective means to oversee the proper functioning of cathodic protection systems and AC Mitigation systems that are critical to assuring pipeline integrity and the proper protection against pipeline corrosion. Where operators in the past would have to send technicians out to remote pipeline locations to collect snapshot data on a frequent basis, the smart deployment of CP remote monitoring systems can provide continuous real time data that can be accessed from any cloud connected handheld or desktop device. Additionally, a remote monitoring unit for cathodic protection is well-insulated; this construction affords them excellent protection against lightning strikes. The financial, environmental and safety impact of eliminating hundreds of thousands of windshield hours is staggering across the vast pipeline industry.
Cathodic Protection Remote Monitoring – What can you monitor?
Cathodic Protection Rectifiers – the installation of RMUs with built in interruption capabilities should be standard on all new pipeline installations and retrofitting older units can provide significant cost savings and improve CP system reliability.
DC Cathodic Protection Test Stations – with today’s continuing advances in remote monitoring technology and costs, it is quickly becoming very cost effective to install remote monitoring units on all test stations. When combined with the ability to easily interrupt all of the influencing current sources on a pipeline, regularly scheduled testing of the CP system can be performed quickly and at virtually no cost.
AC and DC Coupon Test Stations – the latest NACE guidelines for AC Mitigation (SP21424-2018*) emphasize that the localized DC current density has a significant impact on AC corrosion and gathering data on both AC and DC current densities at areas of interest/risk is critical to a successful AC Mitigation strategy. Effectively doing so requires the ability to monitor these values over time as AC loads vary during the day and seasonally.
Critical Bonds – monitoring the effectiveness of critical bonds is necessary (and in many cases required by local regulatory bodies) to assure pipeline integrity.
NACE SP21424-2018 “Alternating Current Corrosion on Cathodically Protected Pipelines: Risk Assessment, Mitigation, and Monitoring”
How does a CP remote monitoring system transmit data?
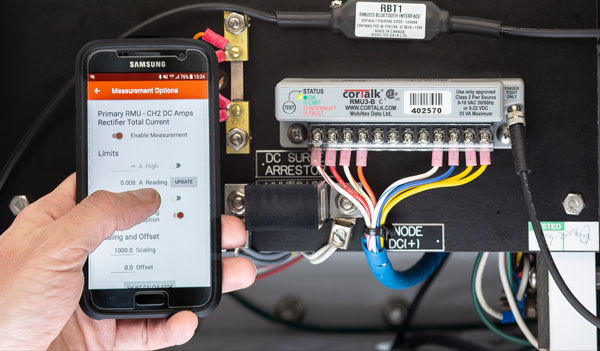
Mobiltex Cathodic Protection Remote Monitoring Unit (CP RMU)
Today’s operators have a range of options to assure that remote monitoring systems can regularly communicate data to their host data collection systems. The availability of conventional cellular networks combined with various commercial satellite systems assures pipeline operators of the ability to communicate with devices in even the remotest of locations. Your monitoring system provider can work with you to select the appropriate communications technology for each CP remote monitoring unit (CP RMU) location.
In addition to choosing how the communication is to occur, another key factor to consider is whether the communications are to be one way (monitoring only) or two-way (monitoring and control). For test station applications where data collection is the goal, one way transmission of the monitoring unit’s data is all that is required. For rectifier units, the ability to control the system output and/or the ability to initiate an interruption cycle for close interval surveys or test station polling purposes necessitates the ability of the cathodic protection remote monitoring unit to receive and act on communications as well as to transmit data.
Software Interfaces – Installing the appropriate CP RMU hardware is just one step in implementing a successful remote monitoring (and control) program. The data must be collected, stored, and accessible for the operator. Sophisticated cloud-based interfaces have been developed that incorporate critical features including firewall-friendly, password protected internet browser access. These systems allow for multiple client user accounts with configurable permission levels and automated alarm and status information including email and text alerts for designated alarm conditions.
In summary, the use of remote monitoring technology is a key component to the successful operation of any modern pipeline integrity management program. While MATCOR has extensive experience with all of the major RMU manufacturers, we have recently teamed up with Mobiltex, a leader in the field of remote monitoring, to bring state of the art technology to the pipeline and cathodic protection industry. Mobiltex’s CorTalk® line of CP RMU units combined with their CorView interface offers all the features necessary to implement a comprehensive, cost-effective, and highly robust cathodic protection remote monitoring program.
Please contact us at the link below if you have questions about cathodic protection remote monitoring, or if you need a quote for services or materials.
Pipeline cathodic protection design for new pipelines may appear to be a rather easy task for anyone with a basic understanding of cathodic protection. However, as with all design efforts there are a wide number of factors that need to be considered for a sound design that meets generally accepted industry practices.
This article highlights 12 things that the pipeline cathodic protection system designer needs to consider when developing a CP system design. This is not intended to be a comprehensive list as every project has its own unique challenges, but these 12 items would all typically have to be addressed during the design phase. It is assumed that the basic pipeline information is already available to the CP designer including pipeline length, pipeline routing and pipeline characteristics (material, wall thickness, coating type, operating temperature, etc.). Armed with this basic information the CP designer should also consider the following in their design efforts.
12 Things to Consider for New Pipeline Cathodic Protection Design
Soil Resistivity is a factor in many of the design calculations and assumptions (e.g. current requirement, anode resistance, attenuation, AC interference, etc…) Actual soil resistivity data should be collected along the proposed route. Learn about soil resistivity testing.
Design current requirement is selected based on the soil type(s) using some accepted industry guidelines taking into consideration the coating manufacturer’s recommended coating efficiency or other industry accepted guidelines. Additional current requirements for mitigating interference currents should be considered based on the designer’s experience.
Distribution of CP System Stations should take into consideration the total current required, the pipeline attenuation characteristics, the availability of power for impressed current cathodic protection systems, varying soil regimes, isolation valves and other factors to determine how many, what size and where each CP System will be located.
Foreign pipelines and other DC interference sources should be evaluated as part of the CP system design efforts and generally warrant immediate mitigation measures or testing and monitoring provisions for observation and assessment.
AC Interference assessment should be performed to determine if there are one or more high risk categories for AC Interference. Should the initial assessment confirm that there is potential for AC Interference an experienced AC Interference and Mitigation specialist would typically use sophisticated AC modeling to assess the risk and propose appropriate mitigation. From a CP perspective, there is a relationship between DC current density and AC induced corrosion risks where too much cathodic protection accelerates the AC induced corrosion rate so care must be exercised by the CP designer to avoid high DC current densities in AC risk areas.
CP Station design includes the type of anode configuration, anode selection, installation methodology, etc… The CP designer will typically provide detailed Bill of Materials as well as CP System issued for construction drawings and construction details showing the location of equipment and providing installation instructions.
Isolation of MLVs and Stations is a key design criterion that impacts the pipeline cathodic protection system design. Some owners are strongly in favor of isolation of MLVs and Stations from their main pipeline while other owners prefer not to isolate and have to maintain isolation and instead require the that CP system be sized to account for losses to current drains.
Power supply type, sizing and selection is another of the decisions that is determined by the CP designer with consideration given to the pipeline owners specifications and preferences. For most pipeline applications, impressed current systems are typical and these require a DC power source. Electrical AC to DC power supplies (“rectifiers”) are the most common power supply but for remote areas with limited AC power availability, alternate power supplies such as solar, wind, fuel cells, thermo-electric generators or other sources may be required.
Terminal piping is often associated with a new pipeline construction project and the pipeline CP system designer must often provide a supplemental design specifically for the terminal or station piping, or account for these in the primary pipeline CP system design
Use of temporary CP systems is often recommended when permanent power may not be available for some time. These typically involve the installation of galvanic anodes strategically along the pipeline.
Provisions for testing and monitoring are critical components to any successful pipeline CP system design. This often includes the use of remote monitoring systems for all of the system power supplies, specialized test coupons for AC and DC Interference, and numerous cathodic protection test stations placed at the appropriate strategic locations to be able to properly test and monitor the CP system performance.
As noted earlier, this is far from a comprehensive list of all of the factors for a specific pipeline CP System design. Every project may have its own unique challenges; however, the 12 items listed above represent a great starting point for any new pipeline cathodic protection system design challenge.
Please contact us at the link below if you have questions about pipeline corrosion, pipeline cathodic protection design, or if you need a quote for services or materials.
We are excited to announce the addition of 3 state of the art drilling trucks to our equipment fleet to support customers in the mid-continent and Gulf regions!
These brand new drill trucks feature:
Faster head travel speeds in drill mode
Up 166 FPM
Down 112 FPM
30K UP is 125 FPM
Dual motor with 3 speed options and upgraded rotary RPM for different drilling conditions
Low range 110 rpm
Mid range 148 rpm
High range 230 rpm
Upgraded rotary torque for better control drilling in rock
Low range 7350 ft-lbs
Mid range 5450 ft-lbs
High range 3400 ft-lbs
Upgraded Electric Control Panel enables better/finer control in all drilling conditions
Satellite maintenance and drilling tracking ability from anywhere in the US.
Larger DP600 screen
More data
Fuel burn read out
Closed in platforms for improved safety
Have questions or need a quote for services? Contact us at the link below.
The richest man in Africa, Aliko Dangote, undertakes $12B project including 153 ASTs
Chalfont, PA (April 2019) – MATCOR, Inc., the trusted full-service provider of proprietary cathodic protection products, systems, services and corrosion engineering solutions announced that it recently completed shipment of over 500,000 linear feet (150+ km) of its SPL™-FBR linear anode product along with other ancillary materials for 153 above ground storage tanks (ASTs) in Africa.
Tank anode system materials prepped for export at MATCOR’s Chalfont PA facility. Over 520 reels of anode material have been shipped to Nigeria.
The anodes, which will prevent tank bottom corrosion, are part of an ambitious refinery project undertaken by Aliko Dangote, Africa’s richest man. The tanks are being erected on over 6,000 acres of swampland outside of Lagos, Nigeria.
MATCOR was selected for this project due to quick delivery and the company’s unique linear anode design, which does not require field splicing and saves significantly on installation time and costs.
“The ability to manufacture the large quantity of custom length linear anode segments in a very compressed time frame was key to meeting the tank contractor’s needs,” noted Ted Huck, Director of Manufacturing and Quality Assurance for MATCOR. “Our team handled a very complex order with a very tight delivery schedule while maintaining world class quality.”
Learn more about the project in our recent blog post.
This month MATCOR will ship the final tank anode system assemblies for Africa’s most audacious industrial project. The project is being undertaken by Aliko Dangote, Africa’s richest person, and when completed this $12 billion Dangote oil refinery could, according to a 2018 New York Times article, “transform Nigeria’s corrupt and underperforming petroleum industry. Planned as the world’s largest refinery…should process 650,000 barrels of crude oil daily.” With Nigeria poised to become the world’s third most populous nation by 2050 (surpassing the USA) and having Africa’s largest economy, this project is being touted as a milestone achievement in what many are dubbing the African Century.
MATCOR Field Engineer E.Gopal (yellow vest) at Lagos site inspecting tank anode system installation
As part of this ambitious refinery project, a total of 153 above ground storage tanks for crude oil, refined and intermediary products up to 92m in diameter (300 ft) are being erected on the 6,180 acres of swampland just outside of Lagos, Nigeria. MATCOR’s innovative tank anode system technology using linear anodes was selected by the project’s EPC contractor, Engineer’s India Limited, as the design basis for the cathodic protection for the project’s above ground storage tanks. Working closely with both the owner’s Indian based engineering team and the EPC contractor, MATCOR was successful in identifying the key tank contractors that would be bidding the tank erection and supplying the cathodic protection systems as part of their specifications.
Linear Anode being installed on large crude oil storage tank foundation
Ultimately, MATCOR was successful in securing contracts to provide the linear anodes for each of the three tank packages, one from a Chinese contractor and two from a UAE based contractor.
Tank anode system materials prepped for export at MATCOR’s Chalfont PA facility. Over 520 reels of anode material have been shipped to Nigeria.
In total, MATCOR has supplied over 500,000 linear feet (150+ km) of our SPL™-FBR linear anode product along with other ancillary materials for the under tank cathodic protection systems over an 18-month period. With all the anodes having been manufactured in MATCOR’s ISO 9001 certified Chalfont PA facility, MATCOR continues to be the global leader in the manufacturing of impressed current linear anodes for above ground storage tank cathodic protection.
Have questions about tank corrosion protection, or need a quote for services or our tank anode system? Contact us at the link below.
Specifying the ideal sand bedding supports tank corrosion protection and a long tank bottom service life.
For new construction tank projects and for retrofits of existing tanks, it is common practice to install clean washed sand as the pad upon which the tank bottom is fabricated. The use of oil sand, crushed stone, asphalt, or other materials directly under the tank bottom should be avoided, as these hinder effective tank corrosion protection. This article provides guidelines to the specifications for the sand bedding materials. These guidelines are based on providing a low corrosivity environment compatible with cathodic protection to assure a long service life of the tank bottom.
Economic Considerations
For a typical 150-foot diameter tank using 12 inches of sand bedding the quantity of sand that is required is approximately 17,679 cubic feet of sand which is roughly 883 tons. The cost of the sand, including delivery, is a significant cost and far exceeds the cost of cathodic protection– especially if the sand specifications are quite stringent and require sourcing sand that requires significant transportation. Some consideration can be given to relaxing the sand recommendations, even if that warrants increasing the cathodic protection requirements, should there be a significant cost impact to complying with the sand specifications – consult your cathodic protection designer.
Recommended Sand Properties
The table below summarizes the recommended sand properties to support aboveground storage tank corrosion protection.
Property
Recommended Value
Resistivity (ohm-cm)
20,000 – 100,000
pH
> 6.5
Chlorides (ppm)
< 10
Sulfates (ppm)
< 200
Sulfides (ppm)
< 0.1
Particle Size
100% pass through #4 Sieve
Soil Resistivity
The best proxy for determining corrosivity of sand materials is the electrical resistivity of the sand. Clean washed sand typically has resistivity values more than 20,000 ohm-cm and in some cases can exceed 100,000 ohm-cm. The higher the resistivity of the sand, the lower the corrosivity of the sand; however, when designing cathodic protection, the higher the sand resistivity the greater the impact on the overall system resistance and the electrical power required for the cathodic protection system. API Recommended Practice 651 Cathodic Protection of Aboveground Petroleum Storage Tanks provides the following table classifying resistivity of soil/sand.
Measuring pH indicates the hydrogen ion content of a soil. Corrosion of steel is fairly independent of pH when it is in the range of 5.0 to 8.0. The rate of corrosion increases appreciably when pH is < 5.0 and decreases when pH is> 8.0. pH may be determined in accordance with ASTM G 51 or equivalent
Chlorides
Chlorides will affect the resistivity of soil, and act as a depolarizing agent which will increase the current requirement for cathodic protection of steel. Pitting corrosion on steel can begin at chloride levels of 10 ppm. Chloride content may be determined in accordance with ASTM D 512 or equivalent.
Sulfates
Sulfate levels >200 ppm frequently indicate high concentrations of organic matter. Sulfate content may be determined in accordance with ASTM D 516 or equivalent.
Sulfides
Sulfide levels > 0.10 ppm may indicate that sulfates have been reduced by bacteria. Sulfide content may be determined in accordance with EPA 0376.1 or equivalent.
Particle Size
The sand bedding material should be clean of rocks, clumps and other debris and for clean sand capable of passing through a #4 sieve, for washed river sand an alternative acceptable particle size is 100% pass through a 3/8” sieve.
Sand Depth of Cover
For new construction tanks, the typical design is to provide a minimum of 12 inches (30 cm) of sand cover; however, for tank bottom retrofits it is quite common to provide 6 inches of sand (15 cm) for double bottom installations or for applications where the existing bottom is removed, and the top layer of the underlying soil foundation is being removed.
Have questions about tank corrosion protection, or need a quote for services or cathodic protection design and materials? Contact us at the link below.
MATCOR provides a full range of AC Mitigation capabilities including AC Modeling and Design engineering services, supply of our proprietary Mitigator® engineered AC grounding system, and an entire construction services organization capable of a wide range of AC Mitigation installation services. Two current projects highlight our construction service capabilities with regards to AC Mitigation. The first project involves several miles of zinc ribbon installation for an AC mitigation system in a congested suburban and urban environment using horizontal directional drilling (HDD) equipment. The second application is in a highly rocky environment in West Texas that requires the use of specialized rock trenching technology for zinc ribbon installation.
Zinc Ribbon Installation Using HDD in a Congested Environment
Figure 1 – Zinc ribbon being installed through HDD bore hole
This project in northwestern Ohio involved the zinc ribbon installation over several miles using one of MATCOR’s in-house horizontal directional drilling crews. The project required horizontal directional drilling to minimize surface disturbances due to the congested area.
With any typical AC Mitigation installation there are numerous precautions that must be taken to assure a safe installation. This starts with a thorough pre-construction safety review to develop the project site-specific health and safety plan. Each crew member participates in a daily safety meeting to review the day’s planned activities and address all safety concerns in advance of performing any work. Each crew member is required to have the appropriate operator qualifications and site-specific safety training as identified by MATCOR and the pipeline owner.
Figure 2 – HDD bore in process
Prior to any other construction activities, the first task is to perform a thorough line locating including potholing (excavation of the top of the pipe). This is to physically assure that the location of the pipeline(s) being mitigated is accurately marked to avoid any risks associated with construction activities in close proximity to the pipeline.
Once the pipeline has been physically located and properly flagged, each individual bore must be planned. The route of the bore is assessed prior to boring activities commencing. The bore planning includes:
Identifying entry and exit points
How the bore is to be tracked
Special precautions that might be needed to maintain the bore during the ribbon installations
How the cuttings will be captured, stored and removed
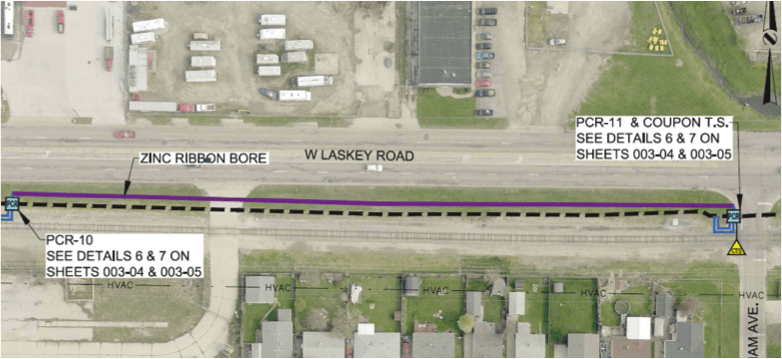
Figure 3 – Zinc Ribbon Bore – AC Mitigation design detail – note rail line to the South
As with any construction project, logistics and project management are key to the successful execution of the project. Working in conjunction with the owner and their designated project inspector to assure that the work is performed safely and in accordance with the AC Mitigation design requirements. For the project in Ohio, some additional complications included difficult weather conditions and working in close proximity to a railroad which requires additional permitting and coordination with the railroad. In some locations, traffic control was also required during the installation work.
Rocky Conditions in West Texas
Figure 4 – Rock trenching in a difficult West Texas environment
Another project that MATCOR is currently completing involves the installation of approximately 15 miles of zinc ribbon in West Texas. The original installation plan called for the use of a cable plow to install the zinc ribbon mitigation wire; however, for large stretches of the installation, the rocky conditions forced MATCOR to switch from the planned cable plow to a high-powered rock trencher to cut through the difficult rocky terrain. This project illustrates the importance of using the right equipment to overcome difficult installation challenges. In some cases, being able to adapt to adverse conditions requires a change in construction methodologies and for this project, MATCOR’s ability to react and make equipment changes allowed the project to proceed on schedule with minimal customer impact.
This project also requires the use of HDD for one specific mitigation segment, as the pipeline traverses a cotton field which includes a buried drip irrigation system. The use of HDD is required to prevent any damage to the drip irrigation system during the AC Mitigation zinc ribbon installation. Coordinating the installation schedule around the cotton crop cultivation added another logistical challenge to the project.
Whatever your AC Mitigation challenge might be, MATCOR’s construction teams are able to work with our clients and their project needs to assure a safe and cost-effective installation project.
Have questions about zinc ribbon installation, or need a quote for AC mitigation materials or services? Contact us at the link below.
This article discusses the most common soil resistivity testing method and provides some guidelines for properly collecting sufficient data for the cathodic protection system designer.
One of the most important design parameters when considering the application of cathodic protection for buried structures is the resistivity of the soil. Soil resistivity testing is an important consideration for assessing the corrosivity of the environment to buried structures. It also has a tremendous impact on the selection of anode type, quantity, and configuration. Thus, it is critical that the CP designer have accurate data on the soil conditions at both the structure and at any proposed anode system locations. The lack of sufficient soil resistivity data can render a cathodic protection system (CP system) design ineffective and can result in costly remediation efforts during commissioning.
Soil Corrosivity
Soil resistivity is the principal diagnostic factor used to evaluate soil corrosivity. When performing soil resistivity testing, there are numerous factors that can be assessed, including soil composition, moisture content, pH, chloride and sulfate ion concentrations, and redox potential. These are all common components of a lab or in-situ soil testing program and all have an impact on soil resistivity. While a comprehensive soil testing program may be warranted, especially when performing failure analysis, for most environments the soil resistivity testing data provides an outstanding basis for assessing soil corrosivity. Below is a typical chart correlating soil resistivity with soil corrosivity.
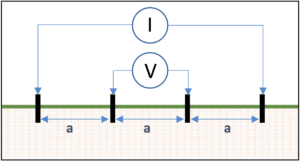
While there are several methods for measuring soil resistivity, the most common field testing method is the Wenner four-pin method (ASTM G57). This test uses four metal probes, driven into the ground and spaced equidistant from each other. The outer pins are connected to a current source (I) and the inner pins are connected to a volt meter (V) as shown in Figure 1.
When a known current is injected in the soil through the outer probes, the inner probes can be used to measure voltage drop due to resistance of the soil path as current passes between the outer probes. That resistance value R can then be converted into a soil resistivity value with the formula: ρ=2×π×a×R where “ρ” is measured in ohm-cm and “a” is the spacing of the pins in cm. This value represents the average soil resistivity at the depth equivalent to the spacing of the probes so if the probes are spaced 5 foot apart, the value derived would be equivalent to the average soil resistivity at 5 foot depth.
For cathodic protection system design, it is common to take multiple soil resistivity measurements using this methodology with various probe spacings. For shallow anode placement, it is usually sufficient to take reading readings at 2.5 ft, 5 ft, 10 ft, 20 ft, 25 ft. For deep anode applications, soil resistivity measurements may be recommended at much deeper depths corresponding with the anticipated depth of the deep anode system.
Layer Effects
It is important to note that the soil resistivity values generated from the four pin testing represent the average soil resistivity from the earth surface down to the depth, and each subsequent probe spacing includes all of the shallow resistance readings above it. For cathodic protection design purposes, it is often necessary to determine the resistance of the soil at the anode depth by “subtracting” the top layers from the deep readings. This process of “subtracting” the top layers requires some form of computational adjustment. One popular approach is called the Barnes method which assumes soil layers of uniform thickness with boundaries parallel to the surface of the earth. If the measured data indicates decreasing resistance with increasing electrode spacing, this method can be used to estimate the layer resistivities.
The resistance data (R) values should be laid out in a tabular format and then converted to conductance which is simply the reciprocal of the resistance value. The change in conductance is then calculated for each subsequent spacing. That value is then converted back to a layer resistance value by taking the reciprocal of the change in conductance. Finally, the layer resistivity is calculated using ρ=2×π×a×R.
For the Barnes analysis below, the data shows that a low resistance zone exists between 60m depth and 100m depth.
TEST DATA
BARNES ANALYSIS
Spacing a
(m)
Resistance
(ohms)
Conductance 1/R
(Siemens)
Change in Conductance
(Siemens)
Layer Resistance
(ohms)
Layer Resistivity
(Ohm-m)
20
1.21
0.83
—
1.21
152
40
0.90
1.11
0.28
3.57
441
60
0.63
1.59
0.48
2.08
264
80
0.11
9.09
7.5
0.13
17
100
0.065
15.38
6.29
0.16
20
120
0.058
17.24
1.86
0.54
68
Soil Resistivity Testing Equipment Considerations
Electrically speaking, the earth can be a rather noisy environment with overhead power lines, electric substations, railroad tracks, and many other sources that contribute to signal noise. This can distort readings, potentially resulting in significant errors. For this reason, specialized soil meter equipment that includes sophisticated electronic packages capable of filtering out the noise is critical when taking soil resistivity data.
There are two basic types of soil resistivity meters: high-frequency and low-frequency meters.
High-frequency Soil Resistivity Meters
High-frequency meters operate at frequencies well above 60 hz and should be limited to data collection of about 100 feet in depth. This is because they lack sufficient voltage to handle long traverses and they induce noise voltage in the potential leads which cannot be filtered out as the soil resistivity decreases and the probe spacing increases. These are less expensive than their Low-Frequency counter parts and are by far the most common meter used for soil resistivity testing. For CP design purposes, these are frequently used to assess soil corrosivity and for designing shallow anode applications.
Low-frequency Soil Resistivity Meters
Low-frequency meters generate pulses in the 0.5 to 2.0 hz range and are the preferred equipment for deeper soil resistivity readings as they can take readings with extremely large probe spacings. Some models can operate with spacings many thousands of feet in distance. These models typically include more sophisticated electronics filtering packages that are superior to those found in high-frequency models. For CP designs involving deep anode installations, a low-frequency meter is the preferred equipment to provide accurate data at depths below 100 ft.
Field Data Considerations
When collecting accurate soil resistivity data for cathodic protection system design, it is important that the following best practices are taken into consideration to avoid erroneous readings:
Suitability of the testing location.The use of the Wenner four pin testing method requires sufficient open area to properly space the pins to collect data to the depths necessary. For deep anode cathodic protection systems this would require a minimum of three times the anticipated anode system depth.
Avoidance of buried piping and other metallic objects. The presence of any buried metallic structures (piping, conduit, reinforced concrete structures, grounding systems, etc…) provides low current paths that could cause a short-cutting effect that would distort the resistance readings and yield an erroneous soil resistivity reading.
Depth of the probes. It is important that the probes are properly inserted into the earth. For shallow resistivity readings, probes that are driven too deep can impact the shallow readings. Ideally, the pins should be no deeper that 1/20th of the spacing between the pins and no more than 10 cm (4 inches) deep.
Avoid areas of high electrical noise. Soil testing should not be performed directly under high voltage transmission systems or near other outside sources of current in the soil such as DC light rail systems.
Accurately record the test location and conditions. It is important that the location of the testing is accurately recorded along with the soil conditions and temperature at the time of testing. Testing should not be performed in frozen soil, or during periods of extreme drought or abnormally wet conditions.
Summary
Soil resistivity testing with accurate collection of data is the best indicator of the corrosivity of the soil for buried metallic structures and has a significant impact on the design of cathodic protection systems. The most common test methodology for field collection of soil data is the Wenner four pin method. When properly collected, and using appropriate analytical techniques, the soil resistance field data can provide an accurate assessment of soil resistivity values for use in designing an appropriate cathodic protection system.
Iron Gopher® is only linear anode designed for cathodic protection in horizontal directional drilling applications
KENNESAW, Georgia, Sept. 19, 2018 — MATCOR, a BrandSafway company, recently earned a design patent for its Iron Gopher®, a linear anode designed to prevent corrosion through cathodic protection in horizontal directional drilling (HDD) applications. With a braided stainless steel jacket for linear anode protection during installation and a built-in pulling loop for connecting to the drilling head, the Iron Gopher provides approximately 200 percent more pulling strength than traditional anodes used in HDD applications.
It is available in standard and dual-end models, which can both be connected to a DC power source for active cathodic protection with a current. The standard model is used for most cathodic methods, such as roads, streams and property crossings, and the dual-end model is typically used under tank operations or anywhere it is not possible to connect both ends of the linear anode.
“We developed the Iron Gopher with installation costs and timelines at the forefront, focusing on strength to reduce the risks associated with the linear anode breaking during installation,” said Ted Huck, one of the Iron Gopher inventors and vice president of technical sales for MATCOR. “It also makes job sites—and utilities and pipelines—safer by using cathodic protection to decrease the chance of failure due to corrosion that could cause gas leaks or other potentially catastrophic events.”
The Iron Gopher was invented by Ted Huck; William Schutt, MATCOR founder; and Knut Fenner, former director of business development at MATCOR.
“MATCOR is an innovation leader in the corrosion and cathodic protection industry with its ongoing R&D, proprietary products, service and client-focused cloud technology,” Bob Burns, president of Midstream said. “The Iron Gopher is just another example of how we are continually raising the standards within the corrosion industry and ultimately providing the best solutions to our clients.”
MATCOR, Inc. is a BrandSafway company and a leading cathodic protection and corrosion prevention engineering design firm, providing environmentally beneficial systems and services to global clients for more than 40 years. An ISO 9001:2015 certified expert in the field of cathodic protection, MATCOR offers proprietary corrosion protection design, engineering, manufacturing, installation, cathodic protection testing, annual surveys, maintenance and complete corrosion protection project management. MATCOR specializes in protecting the infrastructure of the oil and gas, utility, transportation and construction industries. To learn more about MATCOR, please visit www.matcor.com or call 1-215-348-2974.
About BrandSafway
With a commitment to safety as its foremost value, BrandSafway provides the broadest range of services, products and solutions, with the greatest depth of expertise, to the industrial, commercial and infrastructure markets. A portfolio company of Clayton, Dubilier & Rice, BrandSafway offers access, industrial services and forming and shoring solutions to more than 32,000 customers through a workforce of approximately 35,000 employees, who support our network of 350 strategic locations across 30 countries. With its global footprint, rigorous operating processes and extensive service offerings — a full range of work access, insulation, coatings, specialty industrial services and forming and shoring solutions — BrandSafway supports customers’ maintenance and refurbishment needs as well as new construction and expansion plans. Today’s BrandSafway — large enough to leverage economies of scale to increase safety and productivity, while also remaining nimble and responsive — delivers unmatched service with local labor and management.
Cathodic Protection Systems | Cathodic Protection Design | alternatives to sacrificial anodes and galvanic anodes
















 One of the most important design parameters when considering the application of cathodic protection for buried structures is the resistivity of the soil. Soil resistivity testing is an important consideration for assessing the corrosivity of the environment to buried structures. It also has a tremendous impact on the selection of anode type, quantity, and configuration. Thus, it is critical that the CP designer have accurate data on the soil conditions at both the structure and at any proposed anode system locations. The lack of sufficient soil resistivity data can render a cathodic protection system (CP system) design ineffective and can result in costly remediation efforts during commissioning.
One of the most important design parameters when considering the application of cathodic protection for buried structures is the resistivity of the soil. Soil resistivity testing is an important consideration for assessing the corrosivity of the environment to buried structures. It also has a tremendous impact on the selection of anode type, quantity, and configuration. Thus, it is critical that the CP designer have accurate data on the soil conditions at both the structure and at any proposed anode system locations. The lack of sufficient soil resistivity data can render a cathodic protection system (CP system) design ineffective and can result in costly remediation efforts during commissioning.